





葫芦岛方矩管对炉体密封性。光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
4、葫芦岛方矩管保护气压力。为了防止出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上。
5、炉内水汽。一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干;二是进炉的方管是否残留过多水渍,特别管子上面如果有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了。
葫芦岛方矩管硬度是衡量金属材料软硬程度的指针,生产中测定方矩管硬度的方法常用的是压入硬度法,它是用一定几何形状的压头在一定发的载荷下压入被测试的金属材料表面,根据被压入程度来测试其硬度值。
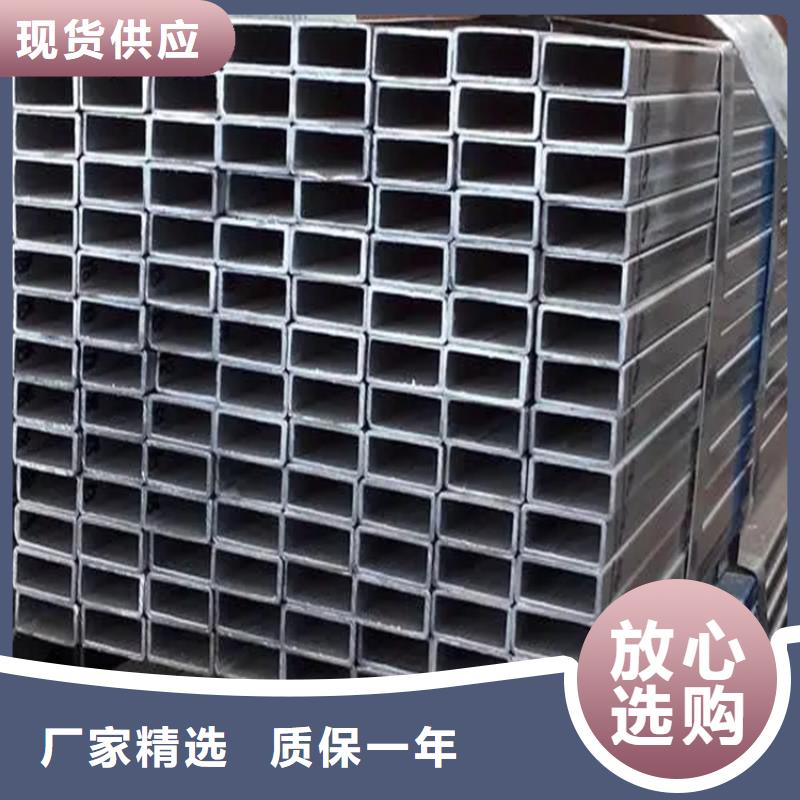
葫芦岛方矩管规格表
16×16×0.4~1.5
380×380×8.0~30.0
10×20×0.6~1.5
250×150×6~12.0
18×18×0.4~1.5
400×400×8.0~30.0
14×21×0.6~1.5
250×100×6~12.0
20×20×0.4~1.5
420×420×10.0~30.0
15×30×1.5~1.5
250×200×6~30.0
25×25×0.6~2.0
450×450×10.0~30.0
15×38×0.6~1.5
300×150×6~30.0
30×30×0.6~4.0
480×480×10.0~30.0
20×30×0.6~2.0
300×200×6~30.0
34×34×1.0~2.0
500×500×10.0~30.0
20×40×0.8~2.0
300×250×6~30.0
35×35×1.0~4.0

葫芦岛方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,葫芦岛方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
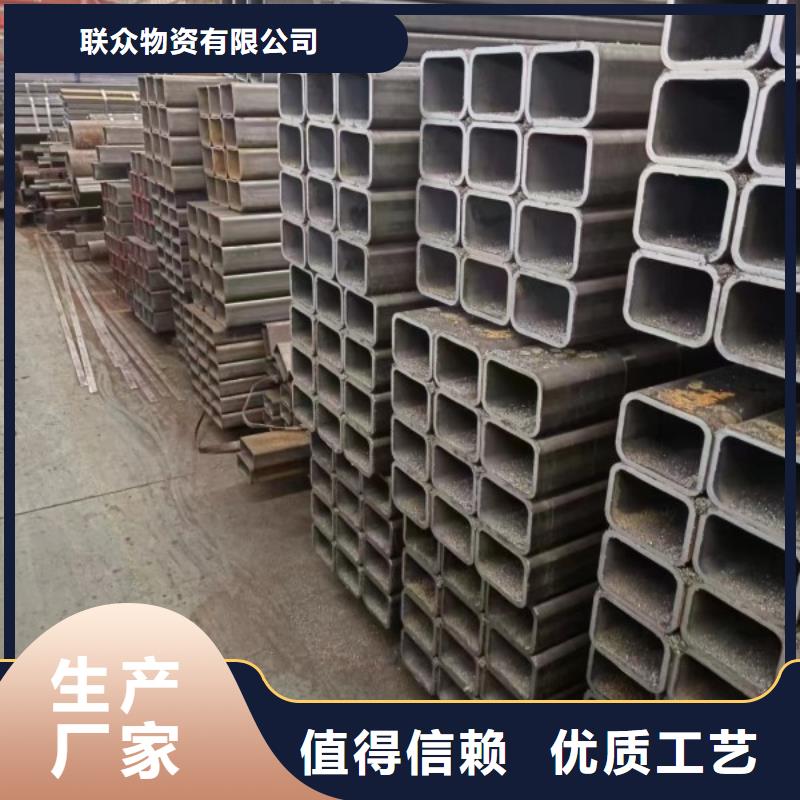
葫芦岛方矩管伪劣方管会出现的问题
一.伪劣方管外表经常有麻面现象。
麻面是由于轧槽磨损严重引起钢材表面不规则的凹凸不平的缺陷。由于伪劣方管要追求利润,经常出现轧槽轧制超标。
二.伪劣方管容易刮伤,原因是伪劣方管设备简陋,易产生毛刺,刮伤钢材表面。深度刮伤降低钢材的强度。
三.伪劣方管易出现折叠。
葫芦岛方矩管折叠是方管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于伪劣追求高效率,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,钢材的强度大下降。
