





以下是C276法兰哈氏合金C276管畅销当地的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:C276法兰哈氏合金C276管畅销当地的图文介绍

泰州沃盛特材有限公司 黑龙江佳木斯哈氏合金C276板网店遍布20多个省,2小时内驻地 黑龙江佳木斯哈氏合金C276板服务人员到达客户现场。以全过程、全身心、全天候、全方位的四全服务标准,为您排忧解难。



C276法兰锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、华尔网当地加热、华尔网当地成形、华尔网当地锻后冷却。锻造的工艺方法有自由锻、华尔网当地模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、华尔网当地小批生产的锻件。自由锻设备有空气锤、华尔网当地蒸汽-空气锤和水压机等,分别适合小、华尔网当地中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、华尔网当地拔长、华尔网当地冲孔、华尔网当地弯曲和切断等。1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、华尔网当地横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、华尔网当地连杆等。3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6. 切割 分割坯料或切除料头的锻造工序。



国标:GB/T9112-2010(GB9113·1-2010~GB9123·4-2010)化工部标准:HG5010-52~HG5028-58、华尔网HGJ44-91~HGJ65-91、华尔网HG20592-2009系列、华尔网HG20615-2009系列机械部标准:JB81-59~JB86-59、华尔网JB/T79-94~JB/T86-94、华尔网JB/T74-1994压力容器标准:JB1157-82~JB1160-82、华尔网NB/T47020-2012~NB/T47027-2012、华尔网B16.47A/B B16.39 B16 C276法兰


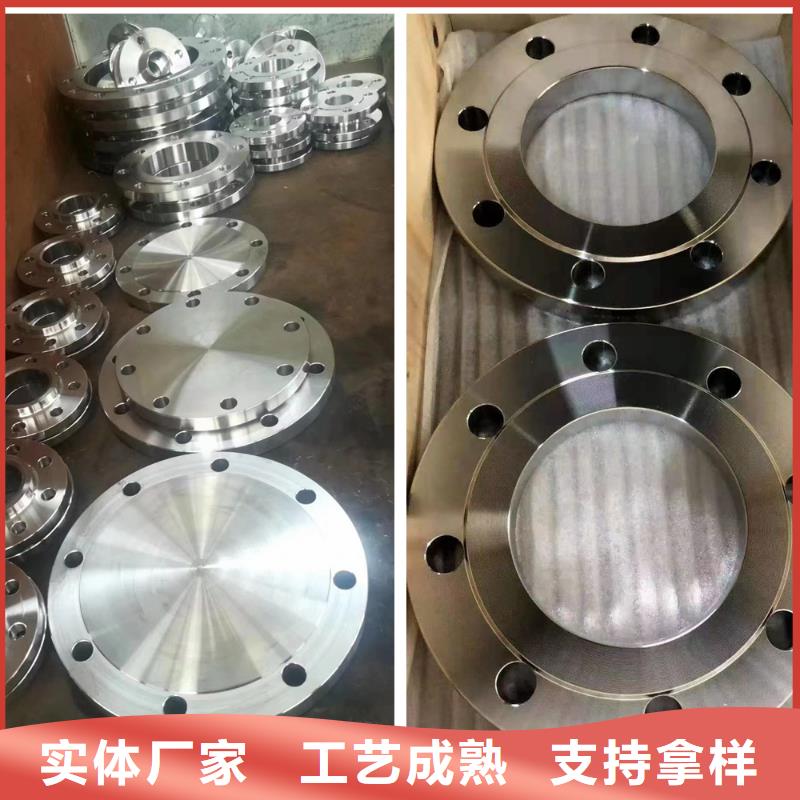
C276法兰带颈平焊法兰连接于管端。主要是使管子与管子相互连接的零件。带颈平焊法兰上有孔眼,可穿螺栓,使两法兰紧连,法兰间用衬垫密封。带颈平焊法兰联接指由一对法兰、华尔网附近一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使联接严密不漏。法兰联接是一种可拆联接。按所联接的部件可分为容器法兰及管法兰。带颈平焊法兰适用于公称压力不超过2.5MPa的钢管道连接。
带颈平焊法兰用于法兰与管子的对口焊接,其结构合理,强度与刚度较大,经得起高温高压及反复弯曲和温度波动,密封性可靠。公称压力为0.25~2.5MPa的带颈平焊法兰采用凹凸式密封面。

