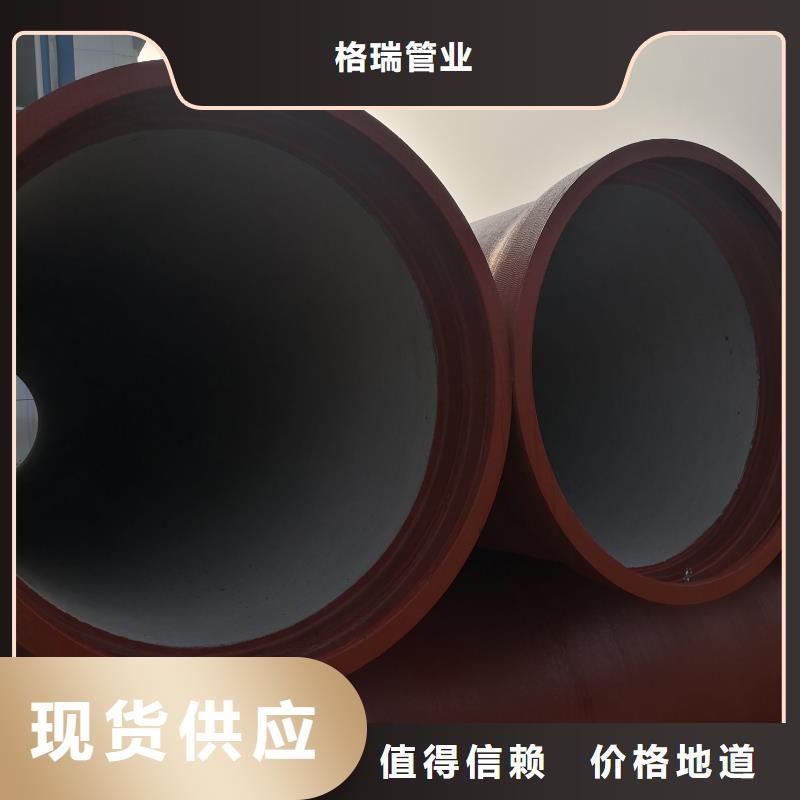








江门球墨铸铁管中国证券报记者在调研中发现,以全国钢铁产量排名第二的江苏省为例,虽然江苏省财政实力雄厚,经济容量大,职工安置难题相对要小。江门球墨铸铁管但由于企业具有物流、市场等优势,经济效益和竞争力强,钢铁企业主动退出意愿不强。江门球墨铸铁管生产加工中,并不是十全十美的,除了产生一般缺陷外,江门球墨铸铁管还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。这些缺陷影响铸件性能,使铸件废品率增高。 
假如铸造温度高,也有利于缩短,但不能太高。这取决于制造商的操作熟练程度。一般来说,铸造口和冷铁的设置也应根据铸件的形状进行合理规划。此外,铸造口的数量和大小也会影响铸件的缩短作用。假如金属液中磷含量较高,凝固范围会扩展,假如熔点较低,磷共晶在后面凝固时不能得到弥补,也会添加缩孔和缩松的产生铸件本身的薄壁和厚壁也会影响缩短和缩短孔的产生。温度也是缩短的要害。假如温度过高,缩短会越大,容易导致缩短孔和缩短孔。江门格瑞江门球墨铸铁管的根本制作方法,实弯,望文生义当然是实实在在的曲折,将之前的金属材料进行根本的曲折,实弯时内外辊与管坯内外壁双向压实,实弯具有的长处有许多,特别是在哎初期成型的时分特别的准确,只需咱们所依靠的数据以及曲折度足够多,能够构成很准确的江门球墨铸铁管曲折视点,协助加工很快速的进行。其次,铸造时需要共同。

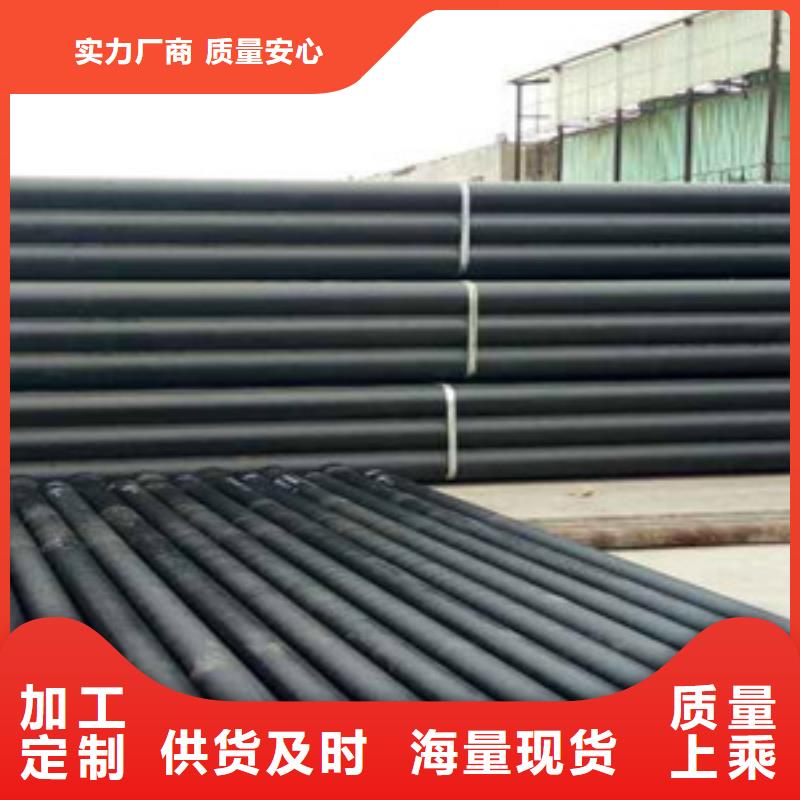
产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中接触弧长度合理钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。江门球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,江门球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,江门球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验江门球墨铸铁管并达到预期的效果钢管矫直后会出现以下的问题:江门球墨铸铁管矫直后弯曲度及椭圆度达不到要求。
江门球墨铸铁管将插口插入承口中直到与密封圈同轴接触,必须正确的校直,使要连接的离心江门球墨铸铁管或管件中轴线相重合。连接管子时如发现插入阻力过大,应立即停止,拔出管子,检查橡胶密封圈位置和承插口,查明原因再行安装。插入的深度在两条标线中间即可。将金属直标尺插入承口内和管壁之间的环形空间,直至碰到橡胶密封圈,沿管一周检测深度是否均匀。深度检测一致时,说明安装到位完好。若不一致,则可能胶圈脱位,需要重量安装。