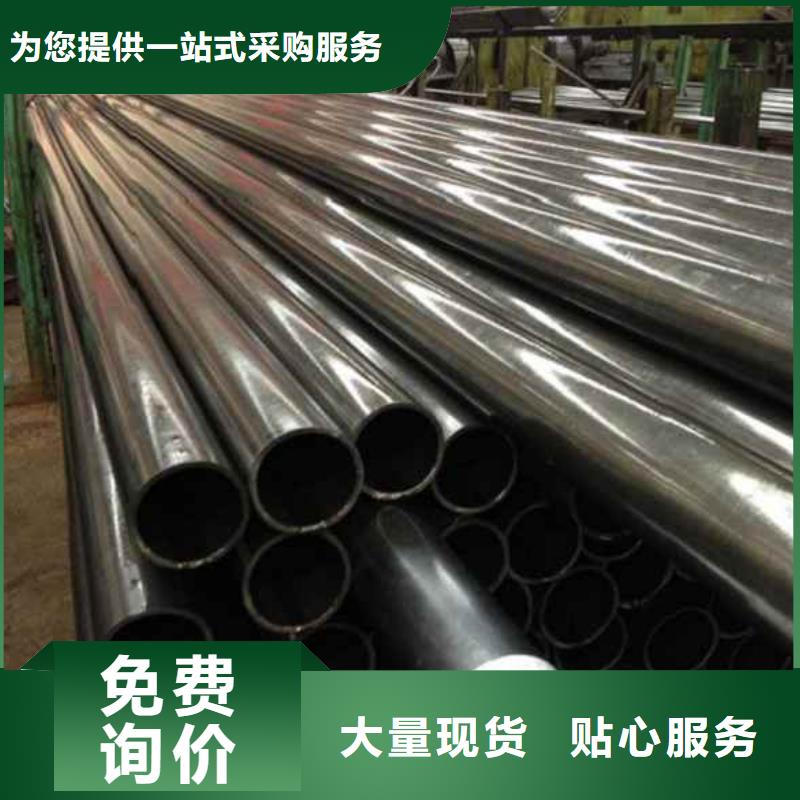



工期快的吉林10#精密管
吉林精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。
吉林精密管生产国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。

工期快的吉林10#精密管
1、由于吉林精密管在不同的工作条件下对性能的要求不同,因此对于同一种管件经常采用不同
的热处理工艺以满足使用性能的要求;不锈钢管件形状复杂,壁厚不均,在铸造过程中易形成粗大
的晶粒组织,因此固溶处理和时效时间应较长。
2、冷拔深加工时易产生磨擦热量,所以使用耐压、耐热性高不锈钢管,同时成型加工结束后应除
掉表面附着的油。
3、精密不锈钢管焊接之前应彻底除掉有害于焊接的绣、油、水分、油漆等,选定适合钢种的焊条
。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢管刷。焊接完后,为了防止局部腐蚀或
强度下降,应对表面进行眼膜处理或清洗。
4、由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才
能不发生切变不良和加工硬化,采用等离子或激光切割,当不得不采用气割或电弧切割时,对热影
响区进行研磨以及必要进行热处理。
5、吉林精密钢管在固溶处理时,应对水温进行控制,水温过低,会在管件中形成大的淬火应力,易导
致管件变形和开裂;水温过高,会减弱淬火所应起到的使固溶体达到充分过饱和状态的作用,从而
使固溶后的时效处理不能发挥其应有的强化作用。

工期快的吉林10#精密管
与普通的管道材料比较而言,吉林精密管的造价相对而言比较高,即使如此,也不会影响这种管道材料的市场占有率,吉林精密钢管在多个领域中都有广泛的使用,真是因为如此,这种管道材料的价值才会得到提升,从更为长远的方面来进行考虑,为了的吉林精密钢管将会成为大势所趋,在更为广泛的领域中得到应用。
当然,因为这种管道材料的发展,目前国内的吉林精密钢管生产数量也在不断增加,其中自然就有好有坏,客户在选择时,更多的是要从多个方面来进行考虑,在质量参差不齐的厂商中找到合适的,这个才是为重要的,在质量的方面,优良的和普通的比较,差距还是很大的,这是由生产工艺决定的,为了避免不必要的经济损失,尽量还是要选择口碑更好的。
