


不要犹豫,点击播放我们的批发广硕紫铜止水_广硕紫铜止水产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:批发广硕紫铜止水_广硕紫铜止水的图文介绍

长此以往镀铜扁钢的造价要比镀锌钢的单造价要低。防腐性能优异,使用年限长达40年。镀铜扁钢是由的电镀在低碳钢上电镀纯度为99.9%以上的电解铜而成,镀铜层各点厚度为0.254mm以上,具体应用:用于设备接地引下线、地网水平接地导体、电缆沟及杆塔水平接地导体,布线整齐方便。
折叠防腐性能优良材料表明铜层较厚且为99.99%的电解铜分子,平均厚度大于0.25mm,因而耐腐蚀性强,使用寿命长达50年以上。折叠导电性能更佳由于表层铜层由99.99%的电解铜分子组成,因而具有优良的导电性能,自身电阻远远低于常规材料。
镀铜钢是一种新型双金属复合材料,它既有钢的高强度,优异的弹性,较大的热阻和高导磁性,又有铜较好的导电性能和优良的抗腐蚀性能,市面上的镀铜钢产品,一般有三种工艺,一种是电镀,一种是包铜,还有一种是水平连铸,水平连铸成本非常高,一般用于接地的镀铜钢产品都不采用这种工艺。
折叠防腐性能优良材料表明铜层较厚且为99.99%的电解铜分子,平均厚度大于0.25mm,因而耐腐蚀性强,使用寿命长达50年以上。折叠导电性能更佳由于表层铜层由99.99%的电解铜分子组成,因而具有优良的导电性能,自身电阻远远低于常规材料。
镀铜钢是一种新型双金属复合材料,它既有钢的高强度,优异的弹性,较大的热阻和高导磁性,又有铜较好的导电性能和优良的抗腐蚀性能,市面上的镀铜钢产品,一般有三种工艺,一种是电镀,一种是包铜,还有一种是水平连铸,水平连铸成本非常高,一般用于接地的镀铜钢产品都不采用这种工艺。


想要保证涂装能够顺利进行,不仅要根据涂装产品的膜厚,还要根据不同的铝板体系,将涂装设定在一定的粘度范围内,才可以产品质量。是国内成立较早的铝板,主营:高精超平铝板,氧化铝板、6061铝板、5083铝板、6082铝板等各牌 铝板。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须清除层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须清除层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。



广硕橡塑制品有限公司座落于滨湖新区北田村。公司依靠的设备、成熟的材料及独特的堆焊新工艺,主要从事 湖北荆州中埋式651型橡胶止水带的研发、生产与销售公司通过IS09001质量管理认证体系认证。我们的专业团队将根据客户的实际需求,提出合理的建议、推荐高品质的产品和提供有效的解决方案。
选择我们的产品与服务,我们将竭诚为您服务。



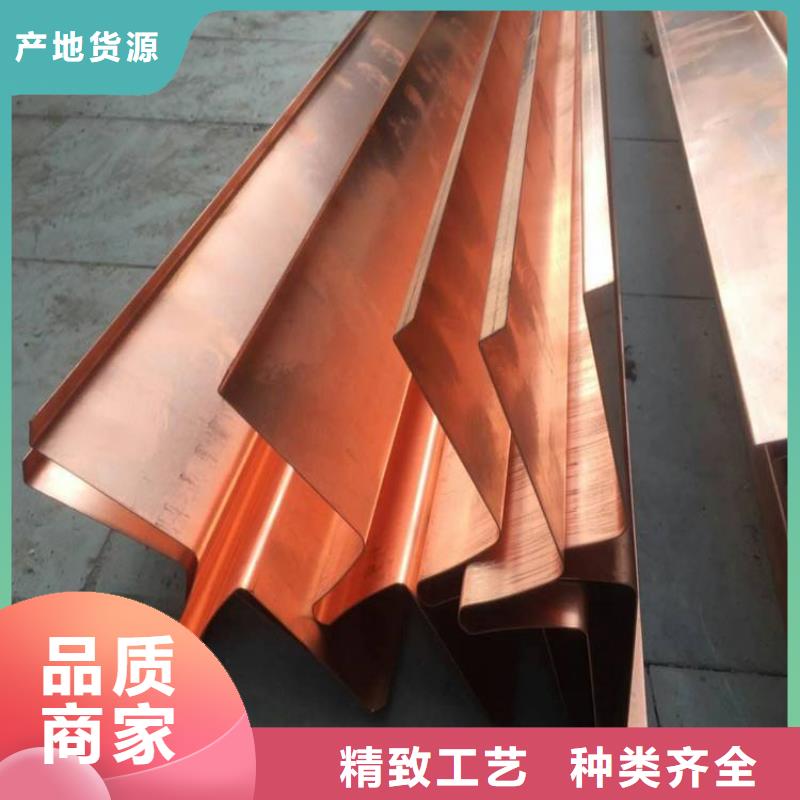
紫铜片止水铜合金产业发展程度纵观铜加工发展的历史,紫铜片止水铜加工产业不断进行结构,其中包括产品结构、产业结构、企业规模、产业链的布局等。也正是如此,的铜加工产业实力明显得到增强。同时投资主体呈多元化,是民营企业的迅速崛起,其总产能已大大超过国有企业,所占比例已超过全国产能的82%以上,在全国前10大铜加工企业中,民营企业占了8席,起着举足轻重的作用。
铜片止水带的安装流程:1、固定止水带的砼界面保持平整、干燥,安装前清除界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。
铜片止水带怎样安装铜片止水带须按设计位置跨缝对中进行安装,并用托架、卡具定位,确保在混凝土浇筑过程中不产生变形或位移。不允许有拉筋、钢筋或其它钢结构与止水相碰接。用钢钉或胶粘将止水条固定在已确定的安装部位。
铜片止水带的安装流程:1、固定止水带的砼界面保持平整、干燥,安装前清除界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。
铜片止水带怎样安装铜片止水带须按设计位置跨缝对中进行安装,并用托架、卡具定位,确保在混凝土浇筑过程中不产生变形或位移。不允许有拉筋、钢筋或其它钢结构与止水相碰接。用钢钉或胶粘将止水条固定在已确定的安装部位。


