



想要直观了解【PE燃气管PE钢丝网骨架复合管品质做服务】产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:【PE燃气管PE钢丝网骨架复合管品质做服务】的图文介绍

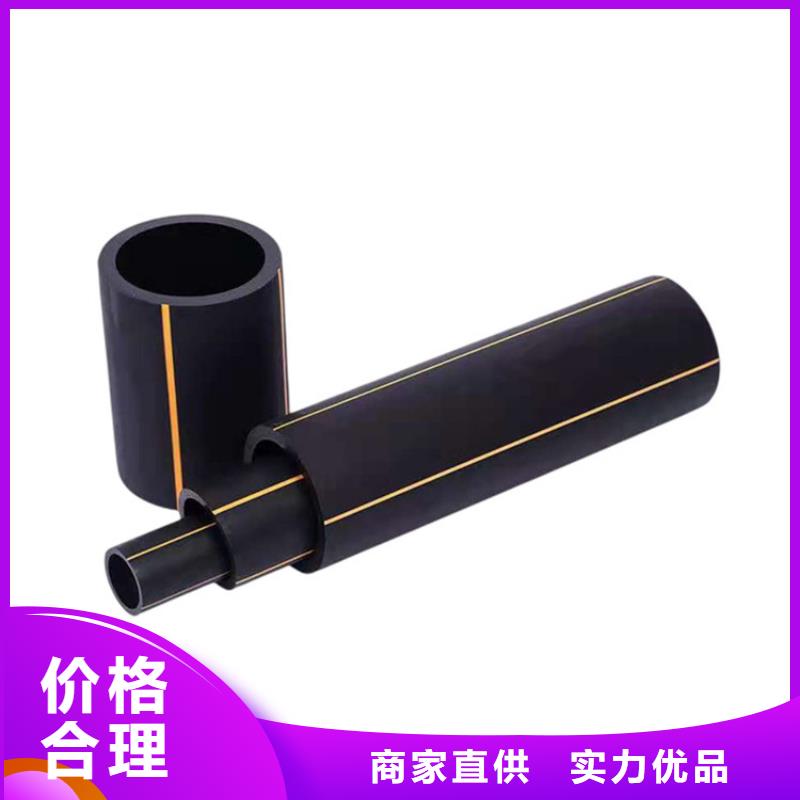
华尔网PE燃气管热熔连接:热熔连接前后,连接工具加热板的两个加热面上的污物应用洁净纱布擦净,以防影响热效率和接头质量。连接时的加热时间、加热温度、保压压力、冷却时间应符合管材、管件生产的规定,保压冷却期间不得移动和施加外力,否则会使还没有达到***大耐压强度的接头不能形成均匀的凸缘,影响接头均匀受压。对接两端要销铣,使两端面的垂直接合良好,保证不错边。否则接触面积减少,强度减弱。华尔网PE燃气管电熔连接:电熔连接时应保证电熔工具连接正确,通电电流、通电时间的设置应符合电熔配件要求。电熔承插面要求洁净,销铣两端面垂直接合要好,用刀刮除电熔面的氧化层,并使电熔面打毛,增加接触面。管道插入前要标志好插入长度位置,保证足够长度,保证电熔连接面积,增强连接接头的质量。

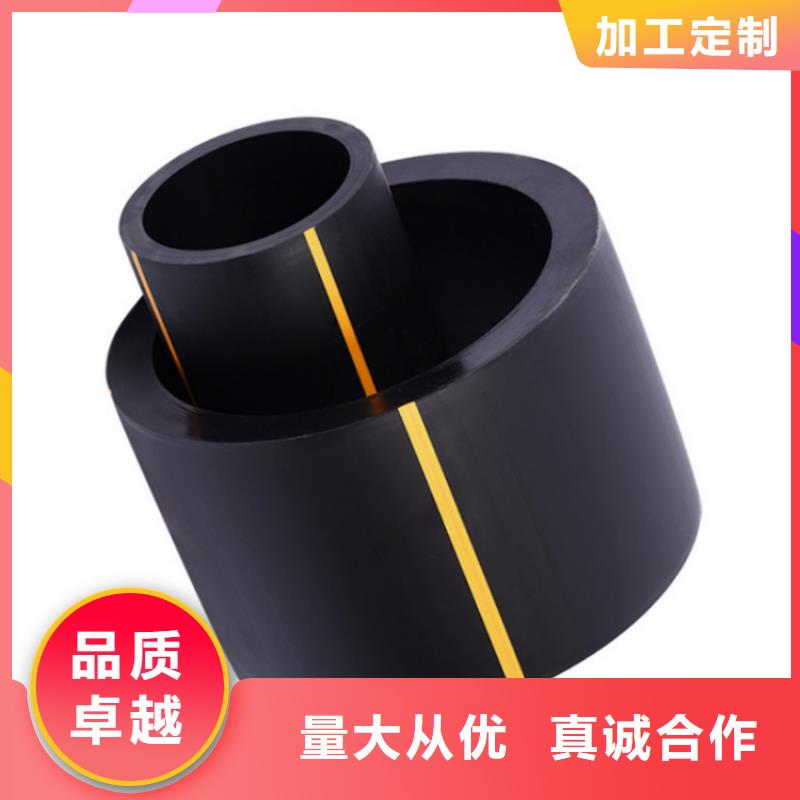
华尔网PE燃气管热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。华尔网PE燃气管电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小,焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。


华尔网PE燃气管是按照GB/T15558.1-2015和G5+PE001.1-2008的标准要求进行生产的。PE燃气管的连接方式主要有:热熔对接、电熔连接、钢塑过渡接头连接、法兰连接等。华尔网PE燃气管材和管件的直径≥90mm,采用热熔对接或者电熔连接方法;直径≤90mm,采用电熔连接;若是与金属或其它材质的管道连接通常采用钢塑过渡接头连接或者法兰连接。华尔网PE燃气管热熔对接的操作步骤:1、调试对接焊机,把待接管材放置于焊机夹具上并夹紧;2、用刨刀铣削连接端面并清洁管材待接面,然后校直对接件,其错位量不要大于管材壁厚的10%;3、当加热板的温度达到设定温度时,把管材放入加热板中进行加热;4、华尔网PE燃气管加热完成后,在取出加热板快速启动油汞压力,使两管材加热面迅速结合,然后升压至熔接压力保压冷却。5、待冷却到规定时间后,把夹具打开,把管材从焊机上移开,连接就完成了。



润星电力管材有限公司是集生产、加工、销售于一体的 河南开封PE大口径给水管生产。凭着优良的工艺、上乘的质量、合理的,我们 河南开封PE大口径给水管产品遍及全国多个省份与地区。 润星电力管材有限公司突出的优点是“交货及时”,质量以及售后服务在业界也获得了认可。 我公司位于“中国 河南开封PE大口径给水管之乡”的河南开封,欢迎各界朋友莅临参观、指导和业务洽谈。



