

联系我们

钢板【25Cr2MoV圆钢】厂家直发
更新时间:2025-02-15 06:49:30 浏览次数:4 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |




聚贤丰汇金属材料有限公司主营: 甘肃兰州20CrMnTi圆钢。 公司产品质量过关,,欢迎来电咨询,相信我们精心的努力,完善的服务体系,一定会得到大众的认同。我们始终奉行“质量di yi、诚信为本、开拓进取、客户至上”的经营理念为宗旨,并热情欢迎新老客户与我们建立长久的业务,谋求双赢。 z u i主要的是我们很,质量很过关!量大的还可以从优!总之我们的服务宗旨是质量di yi,薄利多销!王经理


舞钢代理商NM400耐磨钢板切割2021今日
聚贤丰汇可为客户提供各种A3/Q235B·Q345B/16Mn·45#/S45C·Q245R/Q345R·Q420/460·40CR/42CR·35#/50#等钢板下料、配送;年出口1万余吨;常备钢板厚度6mm-900mm,原材料均为宝钢、沙钢、鞍钢、舞阳、南钢、兴澄特钢等一线钢厂,质量稳定可靠,确保无任何质量异议,竭诚为各地用户提供优质的产品、的、优越完善的服务。
舞钢代理商NM400耐磨钢板切割2021今日
市场反映昨日出货明显减弱,加之今日天降小雨,25Cr2MoVA圆钢市场涨价热情有所消退。从现阶段行情来看,多数商家表示本轮行情的疯狂拉涨,亏损局面基本扭转,部分前期的存货利润空间也是相对可观,落袋为安的想法也随之出现,这些一来使得市场短期出现滞涨局面。不过总体上来看,目前市场库存压力仍然不大,不少规格仍有紧缺现象,因此短期预计本地仍有上行的可能,只是拉高后需要正常的盘整缓冲。市场上行难度明显加大,整体呈现趋稳态势,虽然部分大户拉涨的情绪较高,但是市场成交情况因为的快拉式上行有所减弱,因此高企下,实际成交上行难度明显加大。库存方面,据统计,当前库存量在62万吨左右,下行的速度并不快。前期的试探性拉涨并未带动本地的实际需求。目前大连本地成交情况一般,商家较为谨慎,多数维持前期。商家表示,目前外围中板集中上涨,但对于本地市场影响较小。一方面,目前市场主要消化本地鞍钢国贸资源,部分商家考虑到后期结算等因素,无意上调。据反馈,本地市场出货情况仍较为一般,商户对市场看淡,大户日成交量百吨左右。库存方面,目前市场库存现在维持在10万吨上下,部分商户表示目前市场库存消化过慢。目前商家对后市看法仍显谨慎,多数商家对后市仍不看好,多数商户认为上扬的可能性较低。而目前受整体市场大环境影响,后期市场仍将维持平稳。
轴承钢:GCr4、GCr15、GCr15SiMo、GCr18Mo、G20CrMo、G20CrNiMo、G20CrNi2Mo、G20Cr2Ni4、G10CrNi3Mo、G20Cr2Mn2Mo、9Cr18、9Cr18Mo
舞钢代理商NM400耐磨钢板切割2021今日
Cr12圆钢跨地区跨所有制兼并重组困难;兼并重组融资难,融资成本较高且手段相对单一;税收负担较重,增加企业兼并重组成本;企业兼并重组审批制度有待进一步完善;企业跨国并购的经验不足,面临多重风险。即便螺纹钢主力合约在预期改善和股价反弹的带动下有所企稳,但现货钢价持续弱势下跌而未见企稳迹象。武钢本次上调出厂价后,其热轧产品出厂价与市场价价差继续扩大,冷轧出厂价与市场价价差维持平稳,出厂价倒挂压力整体有所加大。在一定下行压力,而面对市场降息呼声,政策应保持定力,避免贸然出台放松刺激政策。专家指出:7月份数据属于极端现象,8月份将回归正常,对整个三季度经济影响不大。笔者预计明日国内建筑钢材市场或将维持低位运行。疲态的持续演绎加速挑战着商家心理底线,NM400钢板从整体的表现势头来看,二三线城市的跟跌趋弱仍将延续。钢厂方面,宝钢、鞍钢和武钢相继出台了期货政,其中宝钢和鞍钢平盘寄出,武钢热轧出现上调,而据悉即将出台的包钢也将维持调涨基调,从外围的整体形势上来看,转暖的号正在逐渐增强,但是短期仍需消化市场利空。昨日, 统计局发布的7月份我国贷和融资规模均大幅下滑,显示我国经济增长内生动力仍不足,而就钢铁行业而言,一方面受限于整个市场贷额度的控制,另一方面则是行业低迷下,资金成本与市场可盈利空间相比,也没有太多的操作空间。因此,就短期的热轧市场而言,无明显的转好迹象,整体仍将延续疲态。
弹簧钢牌号:65Mn、55Si2Mn、55Si2MnB、55SiMnrB、60Si2Mn、60Si2CrA、60Si2MnA、55CrMnA、60CrMnA、60CrMnMoA、50CrVA、60CrMnBA、30W4Cr2rA、60Si2CrVA、50CrA
近期国内中厚板市场均价继续下行,北方区域市场压力偏大。且当地生产企业纷纷下调普中板锁,华北及周边地区中厚板售价持稳承压,而其他地区表现相对比较平稳。近期由于NM400耐磨钢板不断下跌,而方坯、矿石、焦炭等原料成本变化不大,因此生产利润空间正在逐步压缩,据部分业内人士分析后期市场继续下跌的空间将有所收窄。库存方面,随着全国主要地区中厚板市场库存量的下降,一些地方存在部分规格短缺的现象,不过这种相对短缺的现象将随着钢厂的增加而有所改善。而且目前下游需求仍十分低迷,淡季氛围仍笼罩着终端市场,国内市场供需矛盾改变不大。

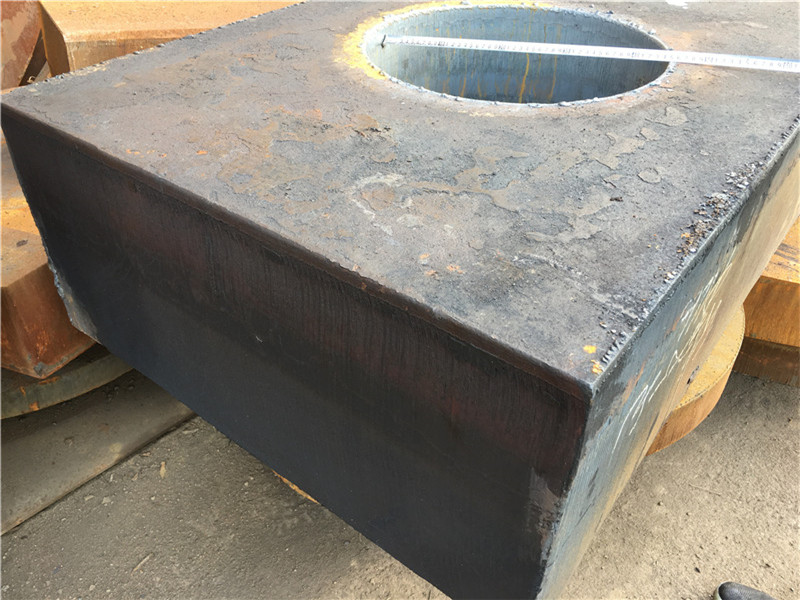
12Cr1MOVg钢板下料等离子切割精度高效果好
等离子激光切割是一种脉冲激光在不锈钢表面形成1米孔的过程。由于激光切割精度很高,可以达到±0.02mm,所以在日常钻孔中没有问题。激光切割不仅可以打孔,而且与其他许多钻孔方法相比具有非常明显的优势,钻孔精度高,效果好,成本低。下面我们就详细了解激光切割孔的优点。
等离子打孔技术是最早大规模应用于实际生产的激光加工技术。而电子束打孔、超声波打孔、电化学打孔、射流打孔、比电火花打孔、冲孔机械打孔等方法,激光打孔技术明显表现出通用性强、效率高、成本低、效果好的优良特性。平均精度为±0.02m m,表面粗糙度ra约为1.6mum,若采用数控激光钻孔,孔精度可达5米,精度优良。在钣金加工中,用于打孔的激光是功率密度为104~105kw/cm~2的脉冲激光,作用时间仅为0.01~1μon,可加工直径为1μon的孔。等离子切割技术不仅可以精准地从表面不同角度打孔,还可以为薄壁材料、复合材料、脆性材料、粘性材料等不同性能材料的工件钻深孔和小孔。
利用激光技术在钣金件上打孔时,孔径大小主要取决于激光聚焦光斑的大小。通常,固体激光打孔的较大孔深可以通过激光功率密度和金属板件的热系数来计算。并非所有工件都适合激光钻孔。对于激光反射能力强、导热性好、熔点高、蒸汽压低的零件,激光打孔的利用率很低,激光打孔的孔径一般在1 mm~1.524mm之间。当孔径大于1.524mm时,应采用激光衬套法钻孔。加工大孔和台阶孔时,不允许激光钻孔。
12Cr1MOVg钢板下料等离子切割精度高效果好
从以上介绍可以看出,激光切割钻孔具有精度高、成本低、效果好等诸多优点,这些优点与许多其他钻孔方法相比具有非常大的优势。当然,如果精度要求不高,孔的密度特别高,不建议使用激光切割孔,因为成本较高。有专业的冲床,可以直接在不锈钢板上钻孔,一个孔只要几分钱,很便宜。
等离子切割机切割效率高,各部件更换更为频繁,作为金属切割工具,如果使用不规范,很可能会损坏机体,甚至伤害操作人员。接下来给大家介绍等离子钢板切割的五个使用误区。
1、穿孔切割,用等离子切割机尽量从边缘切割,这是对切割喷嘴等易损件的保护。为了帮助它们更持久,在打开工具之前,瞄准工件的边缘。
2、频繁起弧。切割材料时不预先计划切割情况,频繁调整和起弧会加速喷嘴和电机的损耗。
3、如果喷嘴过载,改善喷嘴电流可以提高切割效率,但过大的电流会损坏机体。喷嘴的电流强度不应达到满负荷状态,即工作电流的95%。
4、当切割距离过小或过大时,等离子切割机的切割距离与切割效率呈负相关。距离越小,效率越高。但是,如果割炬太小,会损坏割炬喷嘴,因此有必要合理控制距离。必须注意,切口应尽可能大。
5、穿孔厚度过大,切割机能穿孔的距离是规定的,一般是切割厚度的一半。
除了以上五种常见的等离子切割机误差外,还有一个非常重要的一点就是要保证切割机各部件的清洁,这些对于清洁污渍会影响等离子切割机的功能。
首先,我们要了解不同的辅助切割气割速度规格是不一样的。以空气等离子弧切割为例,在切割碳钢板时,以230A切割电流为标准,6mm厚的碳钢板切割速度可达3300 mm/min,当板厚调整到40 mm时,切割速度限制在500 mm/min至保证切割效果和质量。如果使用其他辅助切割气体,如纯氧切割,切割速度会降低得更多。在相同230A切割电流下,纯氧等离子切割厚度为6mm的碳钢板的切割速度可提高到370mm/min,而厚度为40mm的碳钢板的切割速度仅为350mm/min。为了调整等离子切割机的速度,首先要控制辅助设备的厚度。
一般来说,等离子钢板切割作为数控切割设备,工作人员应在保证等离子切割机质量的前提下,应尽量提高切割速度。这样不仅可以提高生产率,而且可以减少被切割件的变形和被切割焊缝的热影响区。如果切割速度不合适,效果正好相反,会使渣土增多,切割质量下降。


9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺最适合您的应用。
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的最古老的切割技术。一般认为工艺简单,使用的设备和耗材相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
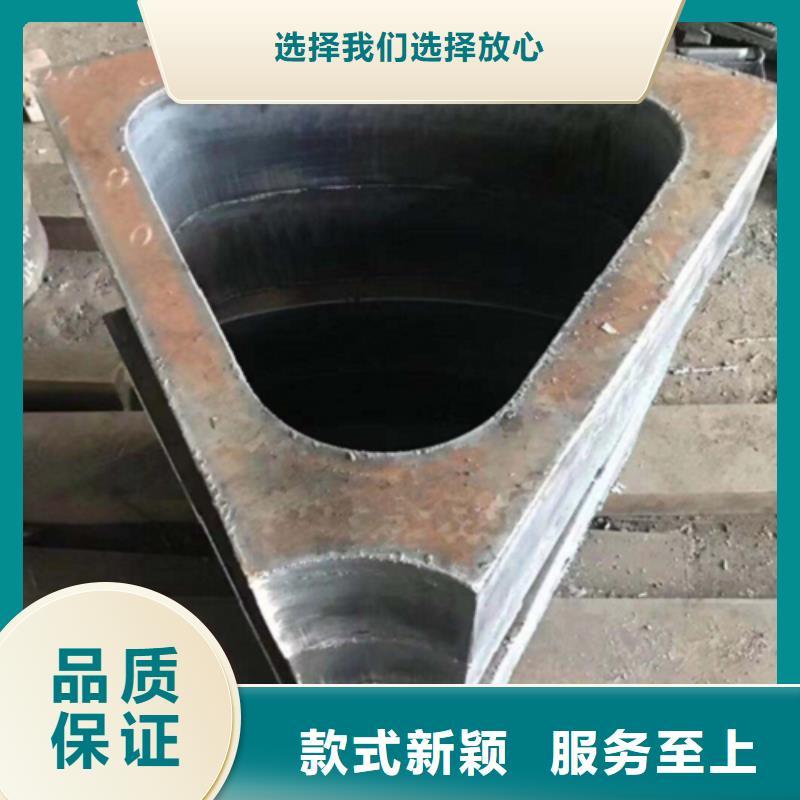
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从最小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。


