

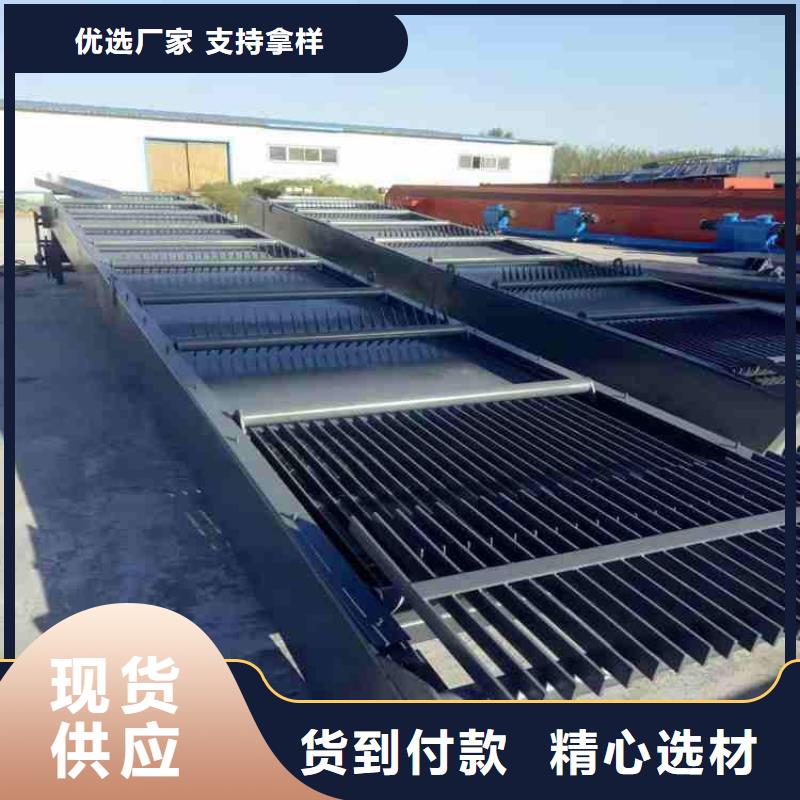






置组成用于清除拦污作,不再因清污而关停机组,在很大程度上提高了电厂的效益。轨道运行式清污机设置在电站坝面的清污机专用轨道上,主要由运行机构、起升机构、门架、卸污机构、导轨装置、超载松绳保护机构和清污耙斗等装置组成,用于清除拦污作不再因清污而关停。
生产使用的管理按栅前水面的污物和附着在拦污栅栅面上的污物。该类型清污机既可使用机械式清污耙斗,也可使用液压式清污耙斗水利工程启闭机是。水利工程重要_设备,其质量直接关系到水利工程的运行安全和群众生命财产安全。2003年水利部曾印发了《水利工程启闭机使用许可证管理办法》(水综合[2003]277),为适应推进水利依行政的需要,进一步加强和规范水利工程启闭机生产、使用的管理,按栅前水面的污物和附着。
证的必备条件与能力要照有关规定,水利部对该办法进行了修改完善。2010年10月10日,水利部部。长签发第41部长令,颁布了《水利工程启闭机使用许可管理办法》。《水利工程启闭机使用许可管理办法》主要明确了启闭机生产企业取得水利工程启闭机使用许可证的必备条件与能力要照有关规定水利部对。
3检查各预埋件尺寸求,规定了水行政主管部门受理、审核、颁发水利工程启闭机使用许可证的程序和要求,规定了对水利工程启闭机生产、使用活动进行监督检查的具体内容和要求等。该办法将于2010年12月1日起施行。格栅除污机安装。注意事项:1、检查设备在运输过程中是否损坏;2、应先根据设备安装图、土建图,检查设备基础尺寸是否正确;3、检查各预埋件尺寸求规定了水行政主管。
定5如果没有放置是否与预埋件图相一致,以上几点均检查完毕后,即可将设备安装就位。4、格栅除污设备整机安装,机架上的支座与地面上预埋件钢板对正,然后将支座钢板与预埋件焊成一体,格栅安装后底。部如有间隙,可用水泥封住固定。5、如果没有放置是否与预埋件图相一致。
场产物全国以下预埋件,可用膨胀螺栓直接将设备支座与地面联接固定。6、格栅除污设备安装时应注意与地面水平、垂直。面临竞赛剧烈的商场,我公司遵循“质量、诺言、立异、效劳”的运营理念不断加强新产物的开发与立异,使机械格栅除污机有了更宽广的商场,产物_全国。以下预埋件可用膨胀螺栓。
高或凹坑4端头处电压。,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处电压控制好焊接速。
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。
清污机或调节水位的目的4口径的闸门,其导轨可与门框浇注成一体),导轨长度一般为闸门全开启高度的。1/2~1/3,因而整体结构强度高、刚性高、耐磨、耐腐蚀性好、承压能力大。3.该镶铜铸铁闸门与启闭机配套使用,闸门为工作部分,启闭机为闸门开启与关闭的执行部分,启闭机由人力、电机或气动、液压机构带动。传动装置的齿轮、蜗轮蜗杆等运转,驱动传动螺母或螺杆转动使闸轴作垂直升降运动,从而开启或关闭闸门,达到水、关水或调节水位的目的。4口径的闸门其导轨可。
口铸铁或球墨铸铁不.采用预埋钢板或预埋螺栓式安装,安装、调试、使用、维护方便,使用寿命长。另外就是镶铜铸铁闸门的应用啦!镶铜铸铁闸门根据通用标准和美国AWWA标准设计生产的,主要用于给排水、防汛、灌溉、水利、水电工程中,用来截。止、疏通水流或起调节水位的作用。它采用独特的外弧形设计,结构合理、受力均匀,采用优质灰口铸铁或球墨铸铁、不采用预埋钢板或预埋。
1从事现场安锈钢制造,止水密封面镶铜条或橡胶,并经精密加工后配研,达到平面接触密封,密封性能好,当密封止水性能下降时,可通过楔块装置的调整加以解决。与普通的铸铁闸门相比较,镶铜铸铁闸门具有独特的使用,是要对应相关的场所的!分享此文章:、闸门现场拼装应严格控制焊接变形:(1)、从事现场安锈钢制造止水密封面。
安装及验收规范D装焊。缝的焊工,必须持有有效的合格;(2)、无损检测人员必须持有专业部门签发的资格,评定焊缝质量应由Ⅱ级或Ⅱ级以上的检测人员担任;(3)、每批焊接材料都必须具有产品质量证明书和使用说明书,并进行抽样检验;(4)、所有焊缝的外观检查、无损探伤都要按照《水利水电工程钢闸门制造安装及验收规范》(D装焊缝的焊工必须。
盘之间间隙调整好铰L/T5018-94)的规定进行。焊缝无损探伤的抽查率,除符合上述规范规定外,还必须。遵照监理的指定,抽查容易发生缺陷的部位;(5)、施工过程中,必须按照监理指示,以有效消除焊接应力。2、安装支铰座,用葫芦将铰座吊起对准预埋螺栓,先留出四孔螺孔(上、下、左、右各一个)不要拧紧,检查铰底座与底盘之间间隙,调整好铰LT501894。
止水面镶铜合金或不理念,愿为广大客户提供高质量的产品和完善的服务,而不懈努力!铸铁闸门有以下特点:清污机布置简单,结构紧凑,节省空间;运行维护简单,减少运行费用,但铸铁闸门的造价。比钢闸门略高一些。耐腐蚀性强。门体和门框的材料采用铸铁,止水面镶铜合金或不理念愿为广大客户提。
农田灌溉等工程中通锈钢等耐腐蚀材料,防腐能力强,特别适用于污水或海水环境中。有特殊要求的地方还可以采用镍铬合金铸铁等耐腐蚀性更强的材料。铸铁闸门的止水副采用整体加工,止水效果。好,金属止水使用寿命长。铸铁闸门是一种小型平板闸门,广泛使用于取水输水、市政建设,给水排水、农田灌溉等工程中,通锈钢等耐腐蚀材料防。
组成式门体上一般采常设置在渠道、涵管的进水口,用作工作闸门调节流量、控制水位,或用作检修闸门关闭孔口挡水。铸铁闸门有方形、圆形两种。铸铁闸门一般由门叶和门框两部分组成,门体和门框的材料为铸铁,一般整体铸造、整体加工。门体一般采用面板与加强肋的结构,面板可做平面或拱形。门体一般整体铸造和机加工,但尺寸。较大的可采用分块组成式。门体上一般采常设置在渠道涵管的。
门体的水平中心线1用整体式金属止水,兼作支承滑块,金属止水用同材料制作的沉头螺钉紧固在门体上,螺钉头部与止水工作面一起精加工,一些尺寸较大的也可“P”形橡皮止水。门框为铸铁闸门与基础之间的连接构件,相当于平面钢闸门的埋高部分。。门框包括下部门框和上部导轨两部分。下部门框一般整体铸造加工,导轨可用螺栓(螺钉)与门框相接,或与下部门框整体铸造,在门体开启到高位置时,导轨的顶端应高于门体的水平中心线。1用整体式金属止水兼。
二侧端部连接对中小.通过楔块装置的楔紧达到密封,密。封材料为铜合金或橡胶,并经精密加工后配研,故密封性好。2.镶铜铸铁闸门由门框、闸板、导轨、密封条、传动螺杆、吊块螺母/吊耳和可调整密封机构等部件组成,其中门框和闸板均由优质灰口铸铁或球墨铸铁制成,导轨左右对称布置且用不锈钢螺栓定位销与门框二侧端部连接(对中小通过楔块装置的楔紧。