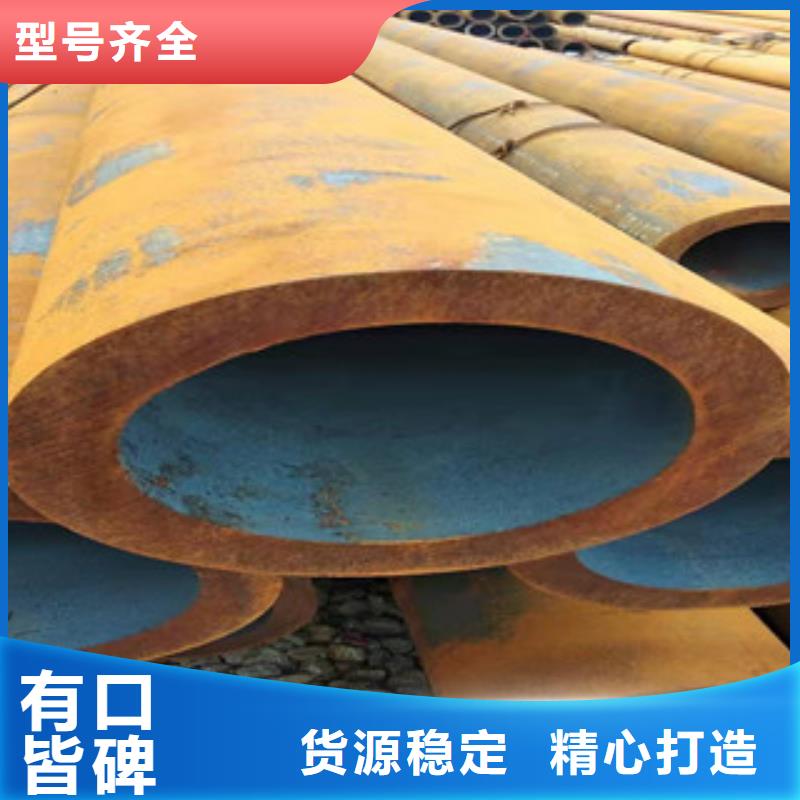



40cr无缝钢管工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
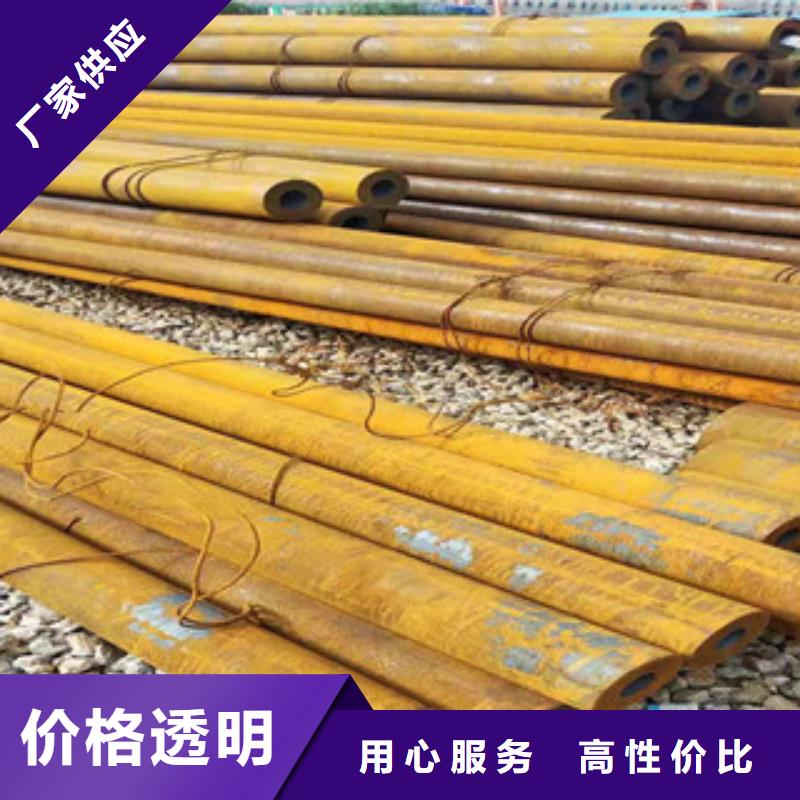
合金钢:a.低合金钢(合金元素总含量≤5%)b.中合金钢(合金元素总含量>5~10%)c.高合金钢(合金元素总含量>10%。
40cr无缝钢管调质处理规范:淬火温度850±10℃,油冷;回火温度520±10℃,水、油冷却。
2019年以来,40cr钢管市场可谓风生水起,钢材大幅反弹,结束了长达四年的下跌颓势。截至11月上旬,钢材综合比年初上涨61%,其中40cr钢坯从1600元/吨涨至3000元/吨,基本摆脱了“钢价不如白菜价”的尴尬局面。那么,支撑40cr钢管走强的主要因素是什么,后期行情又将如何演绎,本文将简要梳理以上问题



(1)40cr钢管压力选择是否正确,对40Cr无缝钢管后表面粗糙度、尺寸、精度都有影响。一般情况下,40cr钢管力增加,表面粗糙度提高。但是40cr钢管力增加到一定程度,表面粗糙度不再提高。如继续增加,40cr钢管表面开始恶化,甚至出现裂纹。:1866356313340cr
(2)提高工件表面粗糙度,采用40cr钢管加工效果 。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被钢管,这只有增加过盈量再次42crmo钢管。如果孔的椭圆度和锥度过大,42crmo钢管后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面 小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。40cr
(3)材料软,塑性大,随着塑性降低,硬度的提高, 变形量随之减少。一般来说钢和铜的42crmo钢管效果较好,铸铁的效果较差。可锻铁,球墨铸铁比灰口铸铁的42crmo钢管效果要好。42crmo钢管铸铁件时,当铸件的材料硬度不均匀时,被42crmo钢管表面的缺陷(气孔、砂眼等)会马上显露出来。因此,当铸件表面缺隐较多,质量较差时不宜采用42crmo钢管工艺。


新策钢管有限公司生产的 吉林辽源缸筒规格齐全,货源充足。多年来坚持守约、保质、薄利、重义的经营理念,与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司集设计、生产、销售、施工于一体。 近几年来,公司不断进取,不断创新,生产经营能力更加雄厚。也是完善了产品的品质,。欢迎广大新老客户来函,来电洽谈业务,真诚为您携手共创明天!





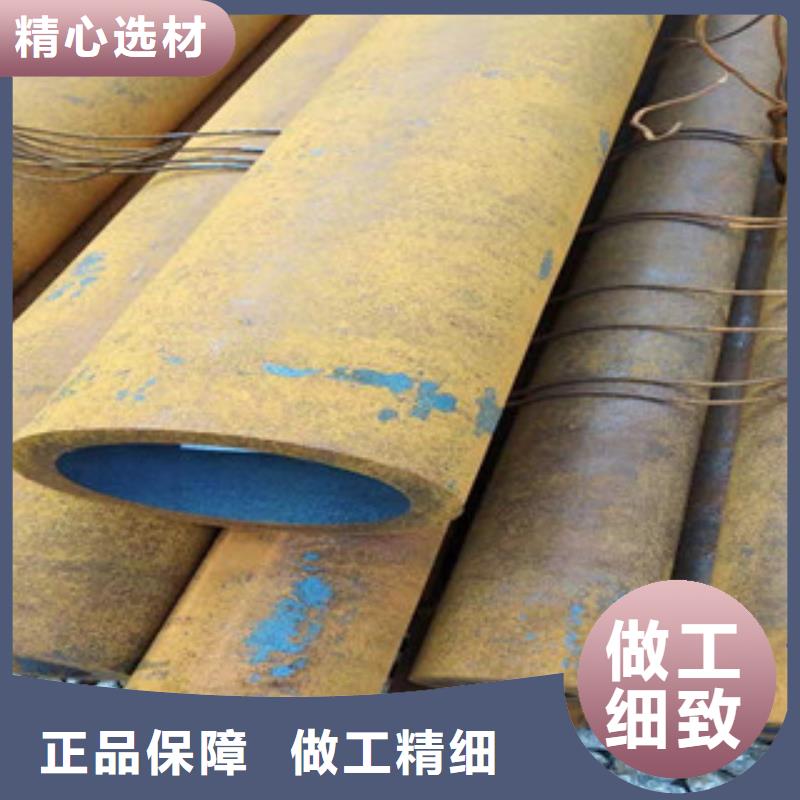
40Cr无缝钢管采用滚压加工,由于表面层留有表面残余压应力,有助于表面小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高40Cr无缝钢管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了40Cr无缝钢管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
4Cr无缝钢管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
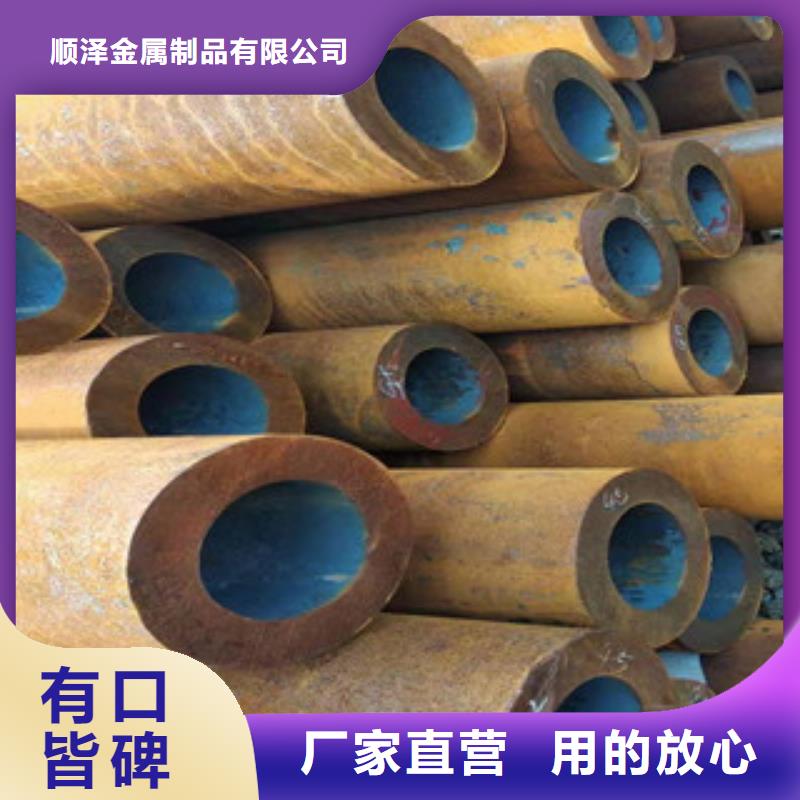
1、40cr合金钢管可用于拉伸膜及整形模;2、冷挤压冲头,重载冷镦冲头,10-25mm中厚钢板冲孔冲头,直径Φ5-6mm的小冲头;
3、可用于中、小型冲头,小型高寿命冷冲剪工具;
4、生铁屑保护摆动会火规范可用于冷挤压成型磨具;
5、粉末冶金压模。40Cr合金管含碳0.37~0.44,硅0.17~0.37,锰0.50~0.80,铬0.80~1.10

