








临沂热镀锌桥梁护栏镀锌方钢喷氟碳漆工艺步骤
一、基层要求
1、表面无有污物、无浮尘、无粘附物;
2、表面须牢固、不得有裂缝或起壳,平整度≤2毫米;
二、基面处理
1、镀锌管打磨:用电动搅磨机,打磨镀锌层表面,要求达到St2等级要求,以增加附着力和增强防腐性能。
2、镀锌管碱洗:用碱性处理剂除去基材表面油污,使基材表面对无油渍。
三、氟碳底漆喷涂
1、检查基材表面是否符合要求,基材表面需清洁、干燥、平整、牢固、无油脂和锈蚀等,有问题之处需及时修补;
2、在干燥的基材上,喷涂氟碳底漆,氟碳底漆喷涂两遍。
3、要求喷涂均匀,不漏喷,颜色保持均匀一致,不出现发花现象,刮大风及雨水天气不可施工。
4、打磨可采用280目或360目水磨砂纸,注意不可将涂膜磨穿;
5、打磨完毕需把粉尘处理干净。
6、氟碳漆底漆喷涂完后,需达到:颜色均匀,光泽均匀,涂膜表面光滑,无粉尘等。
临沂热镀锌桥梁护栏的话是20℃~30℃。1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件如太阳能晶振SMDLED小PVC线等组件 270~320℃: 其它一般组件。2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震LED陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容电阻二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管三极体晶体管电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片电源线弹簧….等 排线 360~400℃ ≤4秒 排线.
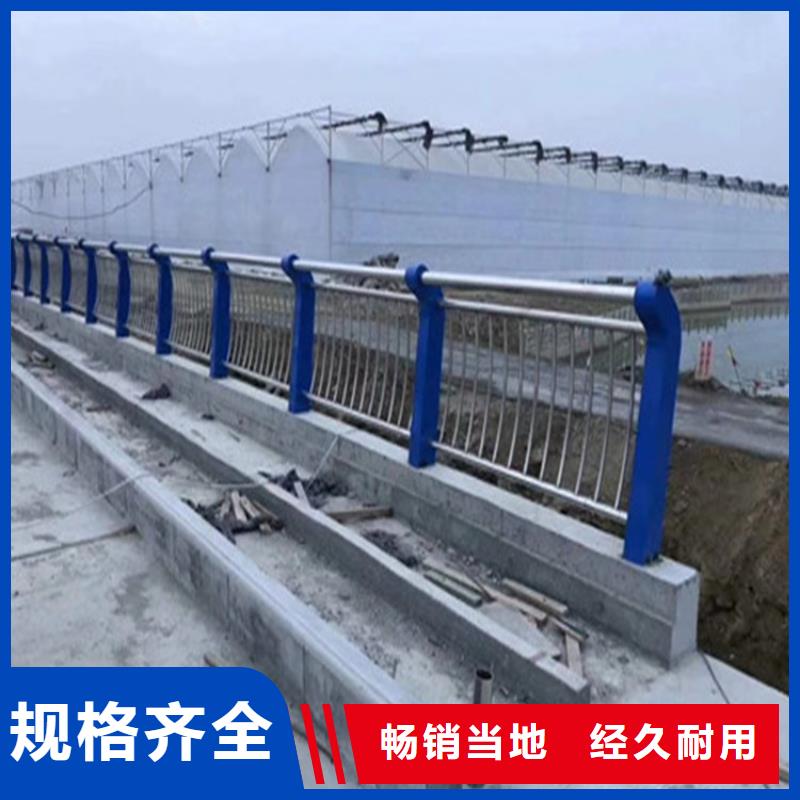
临沂热镀锌桥梁护栏二、施工方法:1、测量定位放线:根据图纸坐标放出防撞护栏的中线,由中线来确定防撞护栏模板边线,测量在防撞护栏预埋筋上标出防撞护栏的标高,由此来控制防撞护栏的钢筋及模板的标高。2、钢筋绑扎:为确保钢筋加工质量,在加工场地进行统一加工制作,运至施工点。现场操作人员根据测量所放中线和标高点,每隔5m焊接一固定箍,在固定箍之间通拉麻线,其余钢筋根据麻线所控制范围来绑扎,绑扎完毕后统一进行焊接,单面焊焊缝长度不小于10d。3、埋件安放:埋件采用A3钢,由加工。埋件尺寸为:240×240×6mm,下预埋φ20地脚螺栓与钢板连接。防撞护栏钢筋绑扎完毕后,即可进行钢柱预埋件安装。安装时埋件预埋筋与防撞护栏钢筋先绑扎,待模板支设完毕,再调整埋件标高,埋件与模板上口齐平,埋件预埋筋与防撞护栏钢筋螺栓连接。4、模板支设:测量放线完毕后,现场施工人员立即对已完箱梁主体进行检查;对翼缘板处超出规范要求的混凝土进行人工凿出,直至满足模板支设的要求;为防止混凝土浇筑时漏浆,防撞护栏内侧模板下做一条砂浆带,对已完梁面高程大于设计高程的采取人工凿除,直至满足下道工序施工要求。
临沂热镀锌桥梁护栏要求:一、水泥基栏杆式样(1) 采用无机复合型混凝土桥梁组合栏杆,每2米为一榀,分别由 立柱、扶手、托梁、栏片等构件组成。(2) 立柱截面尺寸为120㎜×120㎜,高度分为1180㎜(铁三院) 和1080㎜(铁一院)两种;扶手顶宽100㎜,底宽106㎜,高100㎜;托梁顶宽100㎜,底宽110㎜,高100㎜;扶手、托梁与栏片连接表面设置栏片安装插槽,插槽深度15㎜。满足栏片安装后,端部位于横梁内配置纵向钢筋的下部,同时插槽处箍筋加强,防止出现裂纹。(3) 扶手与立柱处连接,端部预留钢筋,立柱顶部设置扶手卡槽, 卡槽深度110㎜,宽60㎜,同时柱顶预埋钢筋,外漏长度170㎜,扶手通过卡槽与立柱固定,并通过柱顶预埋钢筋连接两侧横梁及柱帽,钢筋埋入立柱深度满足锚固要求。(4) 立柱与桥梁遮板通过预埋钢板连接,立柱下采用预埋Q235钢 板,厚10㎜,钢板与立柱主筋焊接,焊接采用手工电弧焊,所有外漏钢板采用锌铬涂层防护体系进行防腐处理。二、 材料选用(1) 因构件截面小,选用基材必须具备密实、韧性,抗裂性能好, 具备抗震性能及对钢筋超强有效保护功能; 基材:除钢筋和网状增强材外,由水泥基胶凝材料、骨料、适量改性剂和外加剂、水等制成复合材料。 在复合材料中,基材呈连续相分布起到连接增强材成为整体,并传递荷载到增强材。(2) 栏杆所有构件基材,强度计算指标不低于C60混凝土强度;(3) 钢筋:Q235、HRB335;