



产品视频展示,助您洞悉螺旋管ND钢板一站式产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:螺旋管ND钢板一站式的图文介绍

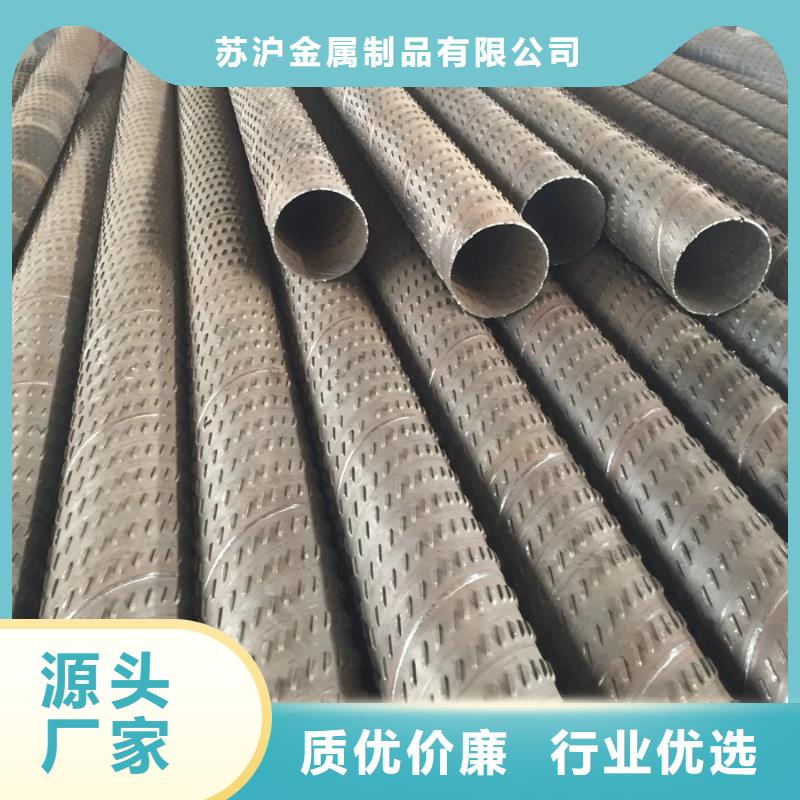
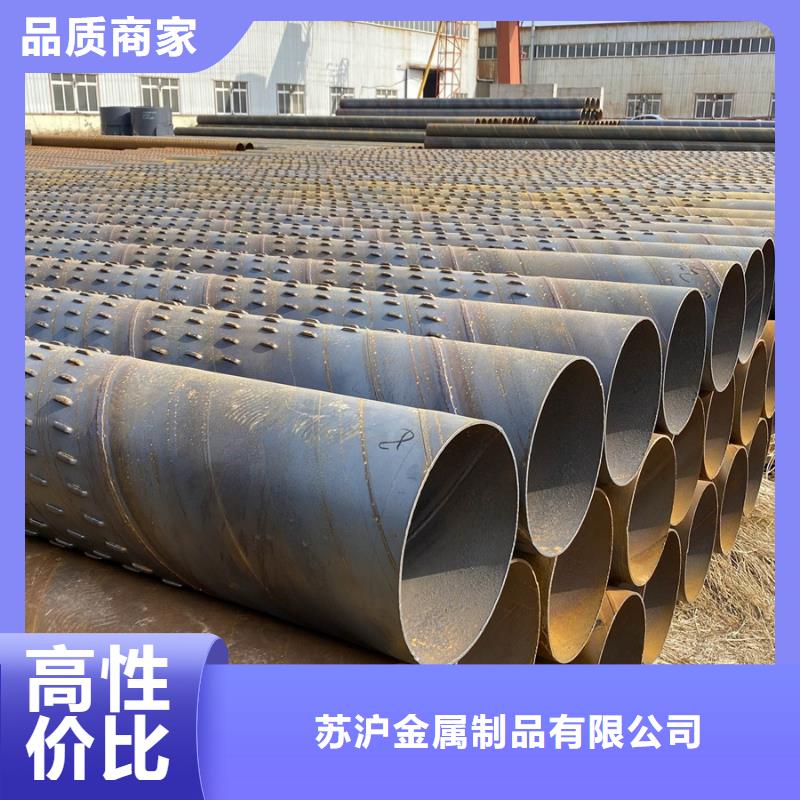
苏沪金属制品有限公司位于德清升华库。本公司主要经营各种 广东茂名09CrCuSb工字钢产品。公司的商品品种繁多、规格齐全、库存量大,送货能力强、辐射面广,业务队伍经验丰富,并配有简单的代客加工业务,本着诚信服务的原则可为客户在购买和选择材料时提供意见作参考。期待您的咨询!



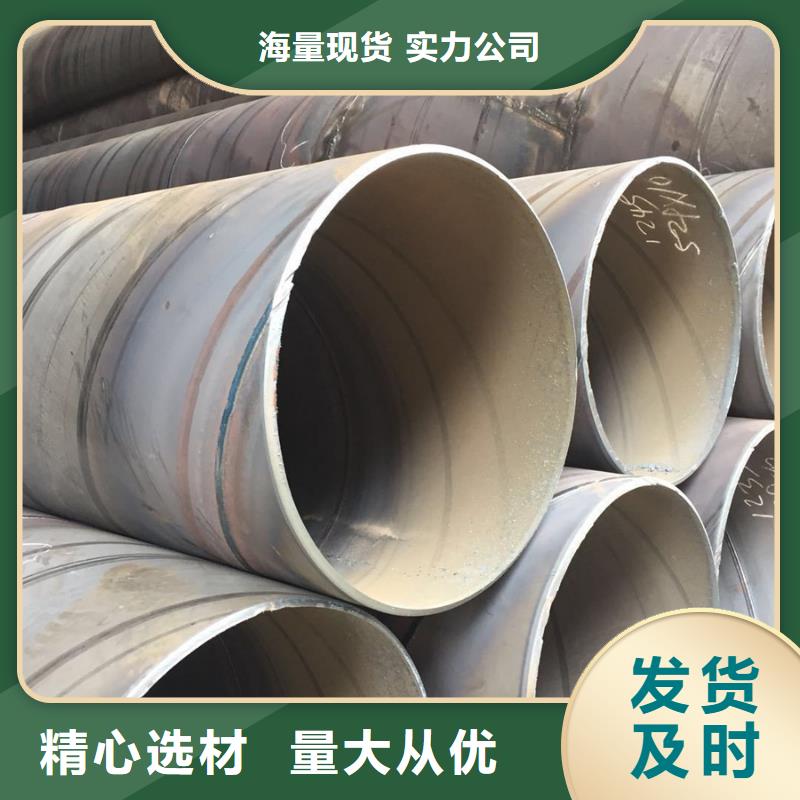
随着管路作业的生长,新型材料逐渐出列在商场上,华尔网大口径螺旋管防腐直埋保温钢管作为保温作业中一款的产品,具有的保温特色和的作业成效。被人们广泛的应用,一同也获得了客户的认可。直缝保温钢管作为直埋管的哪种,在施工中是需求搞好行为的,并且在施工时的留心事宜也是度要紧的,下边为大家介绍一下防腐直埋保温钢管。 这是许多客户都会关爱的问题,回答是的,由于架空管道需在太阳下边曝晒,因此,外护层要挑选、防紫外线的外护管,如今有一种镀锌钢板直缝保温钢管,这类直缝保温钢管用镀锌钢板做防护层,抗紫外线、防老化,是不错的选择。



2.华尔网防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.华尔网防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.华尔网防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.华尔网防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.华尔网镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。



二. 华尔网防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
