更新时间:2025-02-08 14:17:09 浏览次数:4 公司名称:聊城 安达液压机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 1公斤 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | 正品 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |


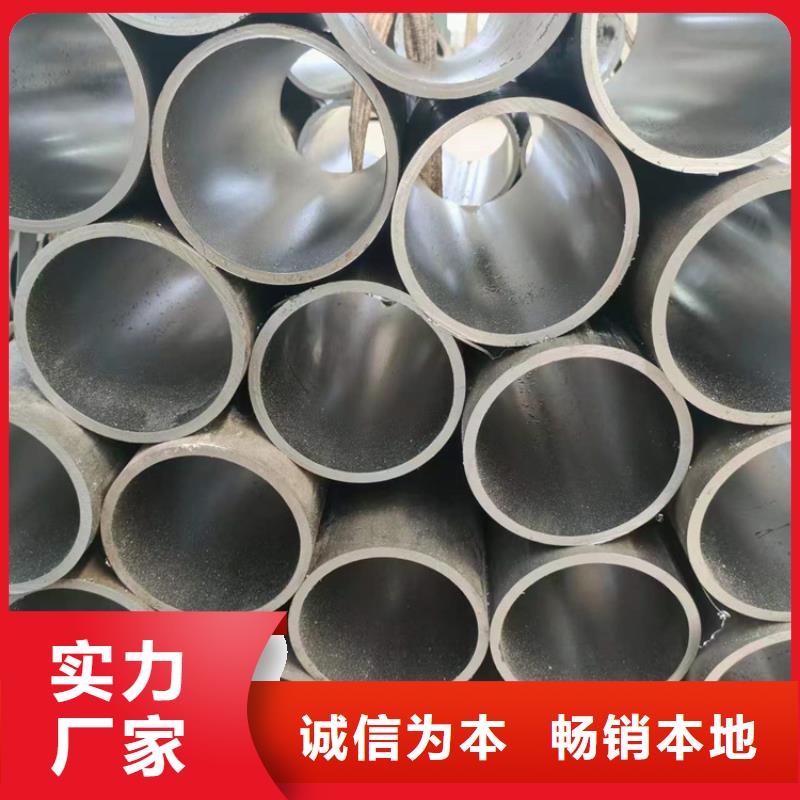


南平珩磨管油缸管绗磨管滚压管油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。

南平珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管

南平珩磨管油缸管绗磨管欧标EN10305-4:2003为准液压钢管介绍:生产出的精密液压钢管是精密冷拔后的无缝管通过无氧回火处理消除表面和内部应力后再经过磷化防锈处理制成。产品尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。
珩磨管:由冷轧精密无缝钢管是由无缝钢管成品管或无缝管荒管,经酸洗,磷化,皂化处理后,然后经冷轧管机轧制而成液压钢管。液压钢管精密度极高一般可控制在0。02-0。05MM范围之内,其标准为:GB3639-83,内经允许偏差为0.03mm,内表面粗糙度:Ra 0.2~0.8μm,液压钢管直线度:0.3~1.5mm/m,专用做油钢的筒径。
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径Wt是壁厚(:(外径-壁厚)*壁厚*0.02466 Kg/m。滚压管

南平珩磨管油缸管绗磨管厚壁油缸管用或煤油清洗后,涂刷润滑油后用油纸包好, 放入木箱中,存放在干燥无腐蚀的环境中。在液压缸外表面和内表面喷,内层用布覆盖,涂防锈油和外涂层。放在干燥处,先用清洗干净,再用黄油内外涂一层防锈剂。
如何提高绗缝管的疲劳强度通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后,表面粗糙度的降低可以改善匹配性能。轧制是一种无切屑加工,它利用金属在室温下的塑性变形来压扁工件表面的微小不平整度,从而改变表面结构、机械特性、形状和尺寸。因此,这种方法可以同时达到精整和强化两个目的,而这是磨削所不能达到的。无论采用何种加工方法,零件表面都会留下细小不均匀的刀痕,导致峰谷交错。滚压加工原理:是利用金属在室温下的冷塑性特点,用滚压工具对工件表面施加一定的压力,使工件表面的金属产生塑性流动,填充到原来残留的低凹槽中的压力精整工艺,降低了工件的表面粗糙度。由于轧制表面金属的塑性变形,表面结构冷硬化,晶粒细化,形成致密的纤维状,形成残余应力层,提高硬度和强度,从而提高工件表面的耐磨性、耐腐蚀性和相容性。轧制是一种非切削塑料加工方法。滚压管