

图文介绍虽好,但视频更能展现不锈钢板_不锈钢镜面管库存量大产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
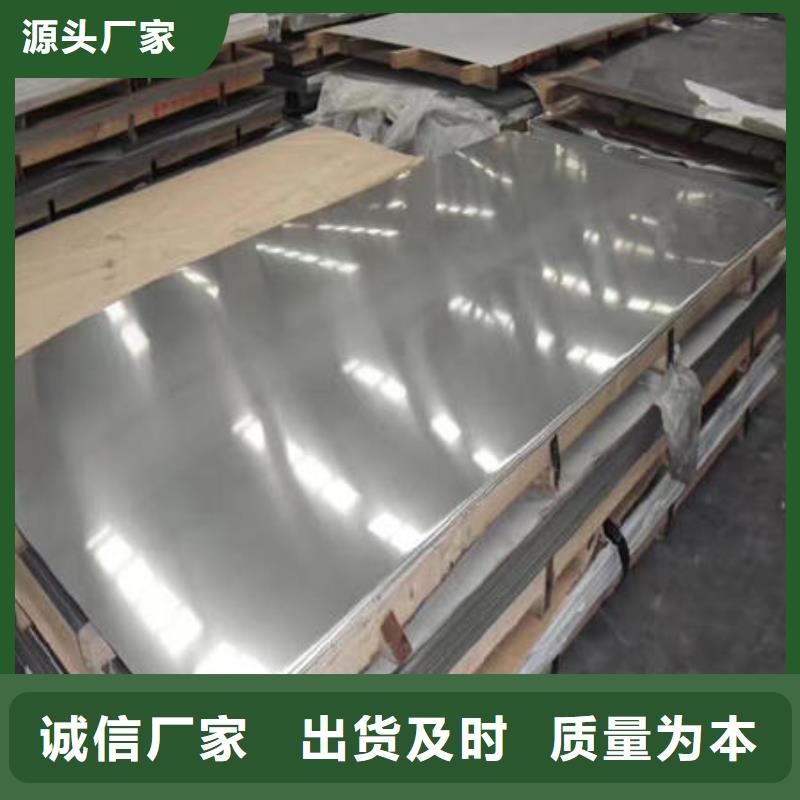
以下是:不锈钢板_不锈钢镜面管库存量大的图文介绍


万宇金属材料有限公司是 云南怒江不锈钢板304等产品的专业生产企业,欢迎大家咨询产品规格,,来公司参观洽谈.
公司一直是以“质量精良,交货及时,合理,服务周到”的宗旨来为广大客户服务的;并且本着“质量求生存,信誉谋发展”的生产原则,赢得了广大新老客户的好评。公司内部管理科学,质量保证体系健全,我公司以诚为本,信誉良好,深受国内外客商信赖。万宇金属材料有限公司愿为国内外的客户提供优质的产品和的服务。真诚欢迎各地的朋友来我公司洽谈业务,愿与每位客户携手共进,共创美好的未来。




簿板可以折弯到180,但为了减少弯面的裂纹同半径大小2倍板厚的,厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。
施工以及施工留意点:为了防止施工时产生划伤以及污染物附着,贴膜状态下进行不锈钢施工。但是随着时间的延长,粘贴液的残留按照贴膜使用期限,施工以后除掉贴膜时应进行表面洗涤,并使用专用不锈钢工具,与一般钢清洁公用工具时,为了不让铁屑粘着应进行清扫。 应留意不让具有很强腐蚀性的磁性以及石奢清洁用药物接触到不锈钢表面,若接触时应立即进行洗涤。施工建设结束后应用中性洗涤剂以及水洗涤表面附着的水泥、粉灰等到物。
施工以及施工留意点:为了防止施工时产生划伤以及污染物附着,贴膜状态下进行不锈钢施工。但是随着时间的延长,粘贴液的残留按照贴膜使用期限,施工以后除掉贴膜时应进行表面洗涤,并使用专用不锈钢工具,与一般钢清洁公用工具时,为了不让铁屑粘着应进行清扫。 应留意不让具有很强腐蚀性的磁性以及石奢清洁用药物接触到不锈钢表面,若接触时应立即进行洗涤。施工建设结束后应用中性洗涤剂以及水洗涤表面附着的水泥、粉灰等到物。



不锈钢制品的抛光工艺可以分为打磨和出光两部分,上道转入抛光工序的工件进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整.如果无上述缺陷,进入本抛光工序。粗磨,用600号的砂带在三面上往返磨削工件,本工序要达到的目标是去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤。半精磨,用800号的砂带按照前面往返磨削工件的方法中磨工件的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。精磨,用1000号的砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同.本工序要达到的目标是磨削部分与工件未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的工件要基本接近镜面效果。
