



想要知道C276法兰,哈氏合金C276管优选货源产品如何?看视频就知道!看视频,选产品更明智!
以下是:C276法兰,哈氏合金C276管优选货源的图文介绍


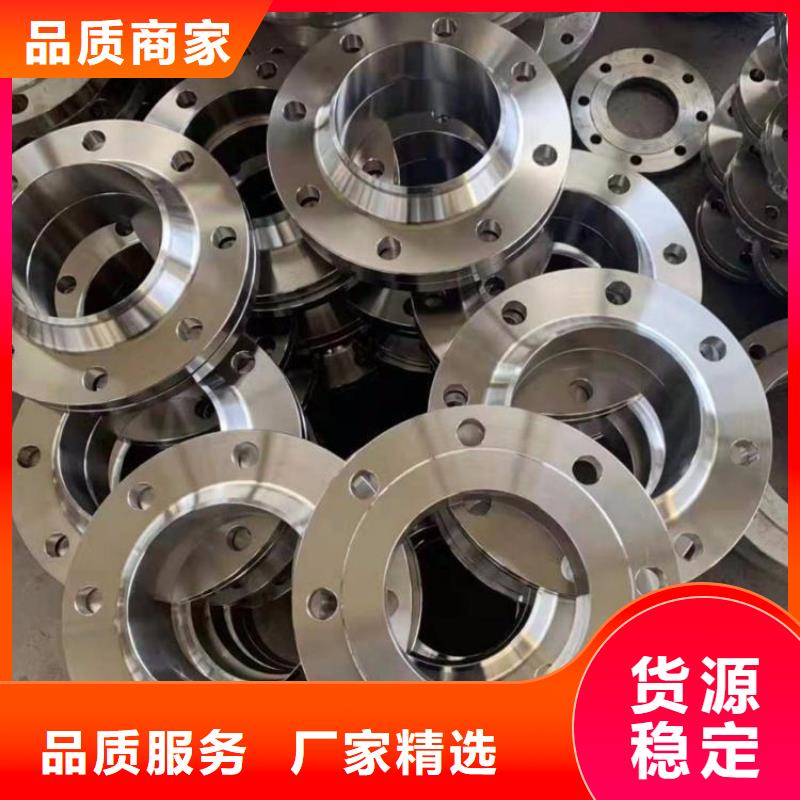
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、贵州黔东南附近加热、贵州黔东南附近预锻、贵州黔东南附近终锻、贵州黔东南附近冲连皮、贵州黔东南附近切边、贵州黔东南附近调质、贵州黔东南附近喷丸。常用工艺有镦粗、贵州黔东南附近拔长,折弯、贵州黔东南附近冲孔、贵州黔东南附近成型。2. 常用模锻设备 常用模锻设备有模锻锤、贵州黔东南附近热模锻压力机、贵州黔东南附近平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然也贵一些。无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。C276法兰



贵州黔东南哈氏合金C276法兰的机械性能非常突出。它具有高强度和高韧性的特点,因此在机械加工上有一定的难度,其应变硬化倾向极强。当变形率达到15%时,约为不锈钢的18-8倍。哈氏合金中也存在中温敏化区,其敏化倾向随变形率的增加而增加。温度高时,贵州黔东南哈氏合金易吸收有害元素,降低其机械性能和耐蚀性。贵州黔东南C-276合金的各种腐蚀数据具有典型性,但不能作为规范,尤其是在未知环境下,必须经过试验选材。 Hastelloy C-276 中的Cr 不足以抵抗强氧化环境(例如热浓硝酸)中的腐蚀。该合金的生产主要针对化工过程环境,哈氏合金材料或设备零件热处理时应注意以下问题: 为防止设备零件热处理变形,应采用不锈钢加强圈;严格控制炉温、当地升温、贵州黔东南当地降温时间;进行预处理以防止热裂纹;热处理后,PT用于热处理件;热处理时如产生热裂纹,经磨削消除后需补焊的,应采用特殊的补焊工艺。别是存在混酸的环境,如烟气脱硫系统的排放管。



泰州沃盛特材有限公司地处江苏省泰州兴化市戴南镇现代物流园W16-2号。交通便捷。公司实力雄厚。诚聘了工程师,有实践经验的技术人才,大中专学生,经营管理人才一百余人。公司生产设备国内质优,检测手段先进,检测设施齐全。公司将一如既往,竭诚与社会各界新老朋友一起,互惠合作,携手并进,共谋发展。



C276法兰国标法兰英文(National standardflange)是指按中华人民共和国 标准《GB/T 9112~9124-2010钢制管法兰》的规定生产的法兰片。国标法兰标准由中华人民共和国 质量监督检验检疫总局和中国 标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的推荐性标准。法兰法兰GB/T 9112~9124-2010一共包括了以下13项标准:代替了国标GB/T9112-2000;GB/T10745-1989标准GB/T 9112-2010 钢制管法兰类型与参数GB/T 9113-2010 整体钢制管法兰GB/T 9114-2010 带颈螺纹钢制管法兰GB/T 9115-2010 对焊钢制管法兰GB/T 9116-2010 带颈平焊钢制管法兰GB/T 9117-2010 带颈承插焊钢制管法兰GB/T 9118-2010 对焊环带颈松套钢制管法兰GB/T 9119-2010 板式平焊钢制管法兰GB/T 9120-2010 对焊环板式松套钢制管法兰GB/T 9121-2010 平焊环板式松套钢制管法兰GB/T 9122-2010 翻边环板式松套钢制管法兰GB/T 9123-2010 钢制管法兰盖GB/T 9124-2010 钢制管法兰



贵州黔东南首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:① 将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;② 将金属模具预加热到800-900℃保持恒温;③ 起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;④ 铸件自然冷却到800-900℃保持1-10分钟;⑤ 用水冷却至接近常温,脱模取出铸件。C276法兰
