




<青海>神悦钢材有限公司60663
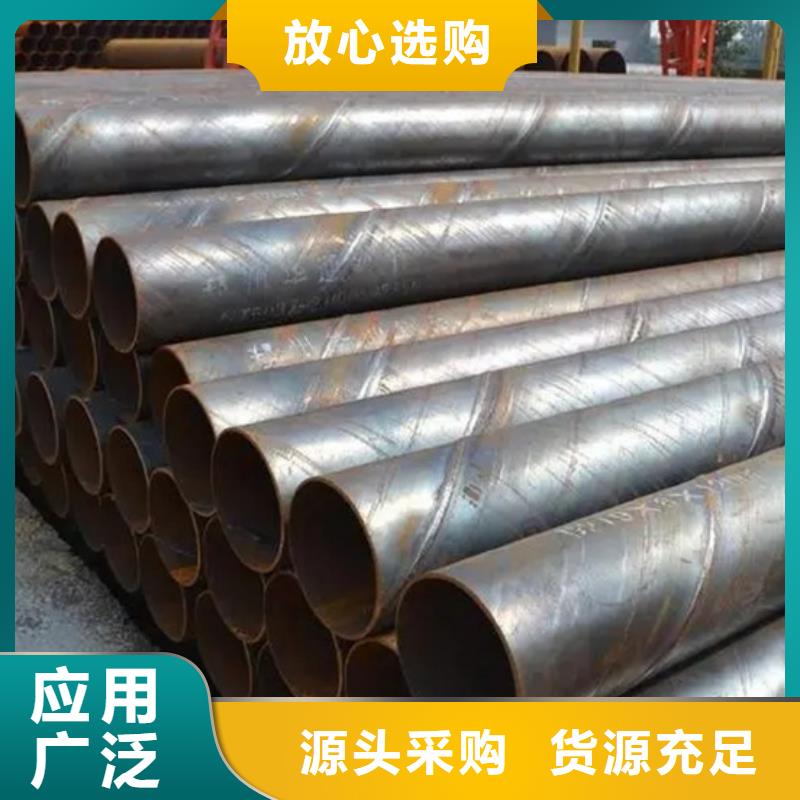
E.青海镀锌螺旋管管材焊接:焊缝质量必须符合GB50268-97 4.2的有关规定,焊缝应平整,宽度均匀,根部熔深,无明显的凸起缺陷和咬边现象,焊缝增强应比管面高2mm左右,将凹槽的边缘焊接2-3毫米。 F.青海镀锌螺旋管管道与法兰的焊接,管道应插入法兰的三分之二,法兰与管道应垂直,二者与轴线重合。 成品青海镀锌螺旋管经水冷后排出,但毕竟经过高温加热后,水冷后螺旋水管的温度仍然很高,因此在取下螺旋管后应注意以下几点。 冬季在青海镀锌螺旋管的生产过程中,环氧粉末和粘合剂应比平时大1%,以达到实际所需的厚度。 将青海镀锌螺旋管下线后不要暴露在高温下。暴露很容易导致PE层膨胀,进而导致钢管的外壁膨胀,从而达不到防腐效果。 取下螺旋钢管后,切勿淋雨。雨后很容易在管接头处引起渗水。
硬度试验与布氏硬度试验相同..这不一样,这是印记的确切深度。青海螺旋管即在初始永实验力和总实验力的连续影响下,将压头(金炼钢厂的圆锥或轴承钢球)压入试样表面层,并在所需的维护期后去除主要实验力,利用精确测量的残余印迹深度增减测量强度值。维氏硬度维氏硬度试验是用实验这压印,是一个普通的四棱锥金刚石压头1360的个人相对角度选择测试力被压入实验表面,在实验后所需要的维修时间解除力,两线之间的辊隙的长度的精确测量。维氏硬度试验是除所得到的个体供应商,其计算公式的凸起区上的力,其中:HV--维氏硬度标记,牛顿/平方毫米(兆帕); F--试验力,N; D-- 2条压花线的算术平均值,毫米。维氏硬度选定的实验力F 5(49.03),10(98.07),20(196.1),30(294.2),50(490.3),100(980.7)千克力(N)6等,可以测量硬5?1000HV范畴值。

Q235系列的钢管或者钢板,按顺序材料性能依次递增,其实简单地说Q235-B的材料在杂质的控制,P、S含量的控制要比Q235-A好,当然,这个系列是Q235-D。Q235螺旋钢管是现在市场上较多的一种材质,而且螺旋钢管都是Q235B的,Q235螺旋钢管中的Q235代表的是一种材质,这种材质是说的屈服度是235兆帕左右,并且会随着壁厚的变化而改变屈服度,也就是说壁厚越厚屈服度越小,由于青海Q235螺旋管焊接方便,便宜,被市场广泛采用。 带颈法兰在压力容器行业应用较多,而且有一系列标准、行业标准等,因此带颈法兰设计计算方法研究以及节点试验等相关研究参考了国内压力容器标准中的带颈法兰形式,采用了国内杆塔技术规定中的柔性法兰设计理念,即法兰板存在轻微变形并产生顶力。


2)法兰盘厚度。法兰盘厚度增加不大时,对法兰刚度的贡献并不显著。由此,基于柔性法兰设计思路的带颈对焊法兰,其法兰盘厚度按照国内杆塔技术规定的无加劲法兰的板厚计算即可,取值基本可兼顾性及经济性如选用刚性法兰。 青海法兰盘厚度升至柔性盘厚近2倍或更多,其经济性不合理螺旋管法兰颈形式,法兰颈部变坡段采用单坡形式与双坡形式时的法兰性能差别不大,但双坡法兰的加工比较麻烦,由此会带来法兰加工效率的降低以及加工成本的增加。综合比较,推荐带颈对焊法兰颈部采用外侧单侧变坡的形式H图836带颈法兰颈部变坡段形式。
