
产品详细介绍





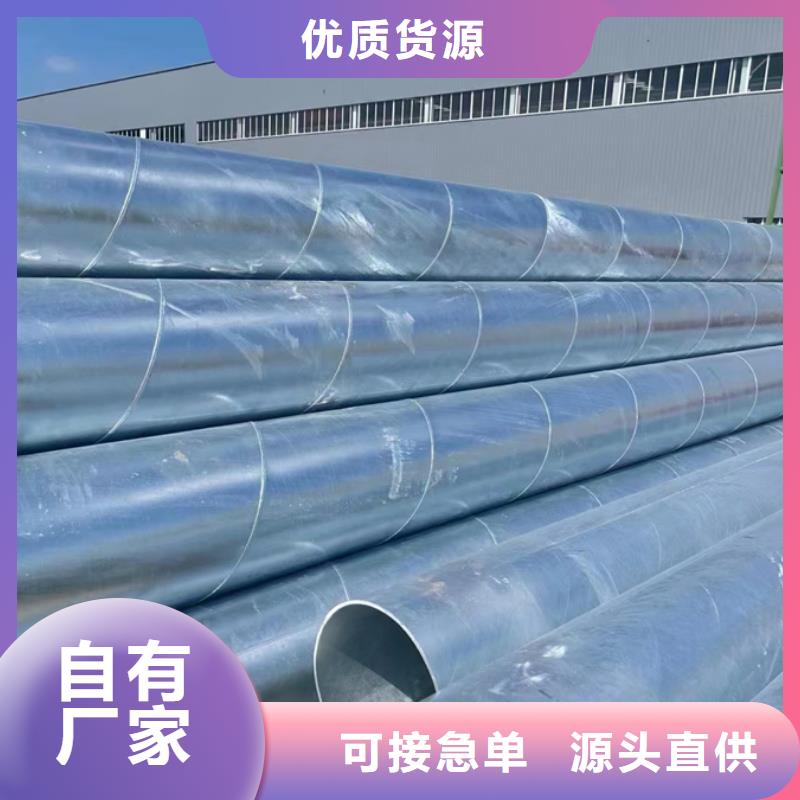
钦州螺旋管浅析其具体的生产工艺流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)钦州螺旋管带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)钦州螺旋管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)钦州螺旋管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)钦州螺旋管采用外控或内控辊式成型。
(6)钦州螺旋管采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。

3、钦州螺旋管生产过程中,对于环氧粉末和胶粘剂,要比平时用量大1%,这样才能达到实际要求的厚度。
4、钦州螺旋管下线后不要高温暴晒,暴晒很容易导致PE层膨胀,从而脱离钢管外壁,达不到防腐效果。
钦州螺旋管教您在生产中如何操作可提高生产质量?
1、钦州螺旋管焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。

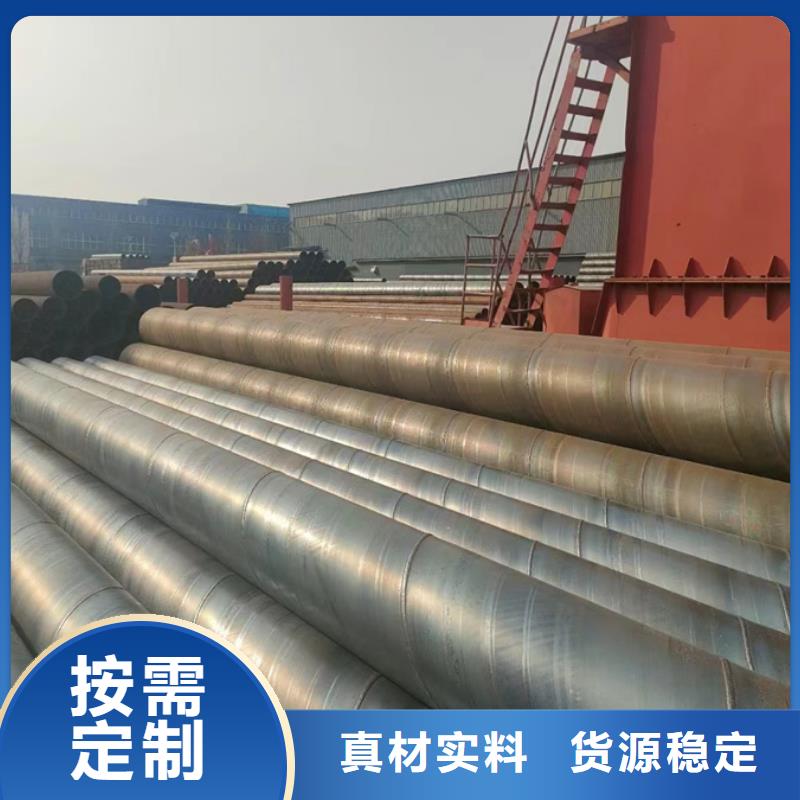
钦州螺旋管的生产工艺形式分析:
螺旋管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋管的成型器结构形式归纳起来有三种基本形式:
套筒式螺旋成型器:只适用于小口径焊管的成型。它造价低,操作容易。
辊式螺旋成删器:辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
芯棒螺旋成型器:这种成型器适合于小直径、薄壁优越的螺旋管的成型。但钢管内表面可能因摩擦而被擦伤。
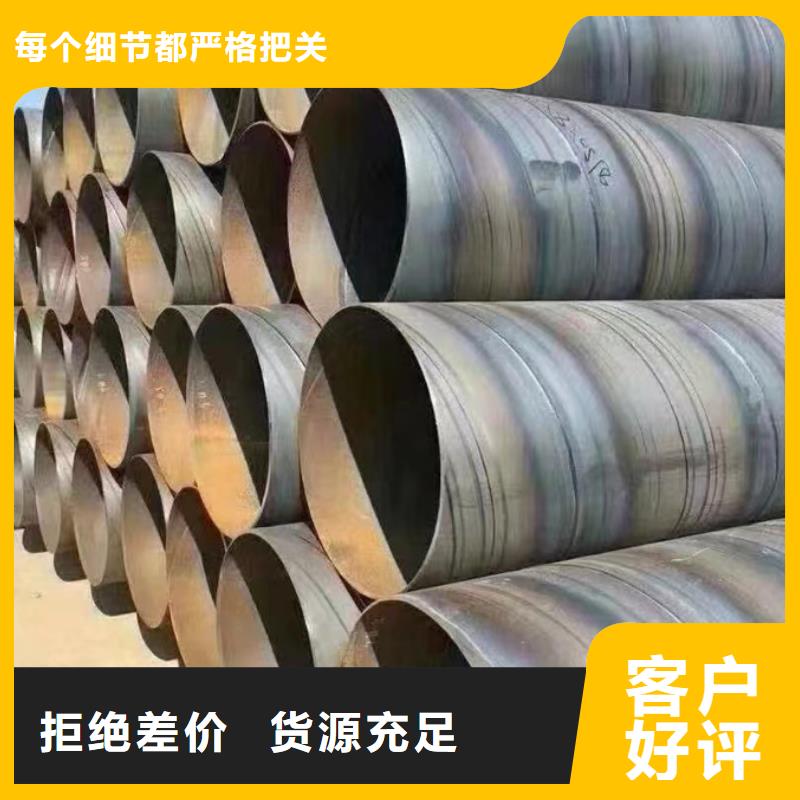
钦州螺旋管在夏季下线后需要注意的问题:
1、钦州螺旋管下线后应摆放在平整的地方,平摆开,不要互相挤压式摆放,如需挤压式摆放至少要间隔24小时,等PE层完全附着到钢管外壁才可以。
2、钦州螺旋管下线后不要被雨淋,雨淋后容易导致管接口渗水。

钦州螺旋管厂需要改变思路了:
在经济新常态下,廊坊螺旋钢管厂想要从大到强,不管是从技术成果研发转化,还是从商业模式创新来说,都离不开资本市场的推动。尤其是大企业已经具备难得的市场资源,和基础,在做强的道路上,更要在资本市场方面起到推动和带头作用,引领整个行业,钦州螺旋管吸引更充裕的资金投入。“创新始于技术、成于资本”,这是近几十年全球科技创新的一个突出特征。以资本市场为核心的风险投资、并购重组、发行上市,为企业的发展壮大提供了一个灵活、高效的市场机制。
钦州螺旋管厂管道应力分析工程师可以只查看所关心的问题,模型一旦建成,自动错误检查将检查螺旋管应力分析工程师的输入,从管系的透视图和可能的错误警告中确保建立的模型是正确的。错误检查完成后,管道应力分析工程师只要告诉应力分析计算机软件,程序将自动进行静态和动态分析。
