


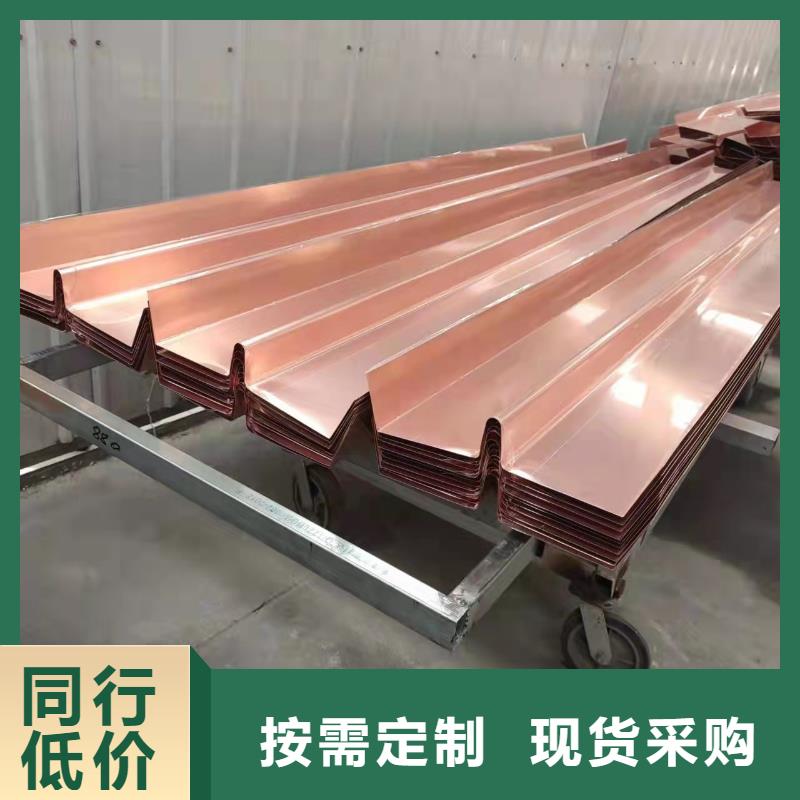






止水铜片的接头,可以根据施工的需要加工成不同的形状。日喀则止水铜片总体来说,常用的形状有以下几种:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等异型。而铜止水接头的成型方法,目前也只有两种,焊接或者一次性冲压成型。
1、 焊接成型
先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差,在一定程度上,也会影响止水铜片的抗拉强度。
2、 一次性冲压成型
一次性冲压成型主要是采用冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的铜止水成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、安全可靠、生产效率高、产品质量好等优点。
因此,如果条件允许,一次性冲压成型的铜止水接头更能满足施工的要求。
市面上除了止水铜片、不锈钢止水,日喀则止水铜片还有橡胶止水以及PVC止水,而我们知道,橡胶止水以及PVC止水比较容易老化变脆。而止水铜片与不锈钢止水片相比,止水铜片昂贵,施工中容易损坏,同时现场接头焊接工艺复杂。尽管如此,由于强度高,抗水压力、抗绕渗能力强,并且抗腐蚀能力强,在高坝中仍倾向于采用止水铜片。不锈钢止水带虽然伸长率与铜止水带相当,但由于刚性相对铜止水带较大,当发生位移是混凝土中将承受较大的应力,同时不锈钢止水带的焊接工艺比较复杂,故一般常用于需要与预埋钢构件连接的止水部位。各种止水材料性能差异很大,各有利弊。三元乙丙橡胶抗老化性能好,但强度低;天然橡胶强度较高,但抗老化特性是抗紫外线照射性能较差。铜止水带、不锈钢止水带强度很高,但延伸率与橡胶、塑料相比相差很大。另外,橡胶止水带和塑料止水带的抗疲劳破坏能力远高于铜止水。因此,采用不同材质的止水带构造多道止水时,止水结构的可靠性较高。水工项目中,在止水铜片铜鼻子内填塞柔性材料是必不可少的步骤。若铜鼻子内未填或者直接是用混凝土等填满,由于混凝土硬度非常高,铜鼻子的作用是在建筑坝体发生位移的时候,依靠填充物的弹性降低震动、位移等对整个建筑物的影响。因此,在选择铜鼻子填充物的时候,选用弹性较好的柔性材料便可,并且,由于止水铜片使用期限长,填充物也需要选用保质时间较长的才行。
日喀则止水铜片
紫铜止水片凝固现象和组织
1.纯铜的铸锭组
从低倍组织可知铸锭边部为柱状晶中部则为较粗的等轴晶。实际上当铸锭时冷却强度足够大或铸锭尺寸较小的情况下整个铸锭可能全由柱状晶组成。日喀则止水铜片紫铜止水片其他铜合金的低倍组织均具有与此相同的特点。从显微组织观察可知晶粒内部无明显特征晶界较细与一般单相合金的平衡结晶组织无异。
2.单相铜合金的铸锭组织特征
铜合金的凝固过程为非平衡过程所以其铸锭组织一般偏离平衡态。下面以匀晶、包晶及共晶二元系合金为例说明。
匀晶系相图及某合金凝固时可能的非平衡固相线轨迹。
合金过冷至T1温度时开始凝固首先析出的固相成分为a1液相成分则为L1。继续冷至T2紫铜止水片温度时析出的固相成分应为a2与之平衡的液相成分改变为L2。a2将覆盖在先析出的a1上若能达到平衡条件a1的成分也会逐渐改变成a2以达到T2紫铜止水片下的平衡态。但实际上固态的扩散速率远小于液态的扩散速率当剩余液相的成分均匀达到L2时固相a中的成分仍为不均匀的它们的平均成分可用a2表示。显然a2中的B原子浓度小于a2中B原子浓度。同理当温度降至T3及T4时其a相的平均成分可用表示a3及a4。在此图中a4即表示x合金的成分。说明x合金在非平衡凝固的条件下T4温度下凝固完毕较之平衡凝固的固相点温度降低了T3-T4。a1-a4表示的线称非平衡的固相线非平衡固相线相对于平衡固相线的偏离与凝固时的冷却速率有关冷却速率愈大偏离愈大。
由于先后凝固的固相在成分上的差异不同成分固相受侵蚀程度将不同因而在我们观察合金的显微组织时就会观察到典型的枝晶组织枝晶臂的成分与枝晶同胞间的成分(B组元含量高)不同因而显示出不同的颜色。这种因非平衡凝固(结晶)导致的晶粒内成分不均匀的现象称晶内偏析或枝晶偏析。紫铜止水片Cu-Ni合金铸造后的显微组织白色枝干含镍较高周围黑色部分含铜较高但均为铜镍a固溶体。
一包晶系相图和某合金凝固时可能的非平衡固相线轨迹。与匀晶系合金类似a1-a4表示x合金凝固时固相(a)平均成分的走向即非平衡固相线。x合金按平衡态凝固时固相点温度应为T3凝固完毕应为a单相
固溶体晶粒。但在非平衡凝固的情况下x合紫铜止水片Cu30Ni合金铸造显微金冷至T4温度时剩余的液相L4将与部分固相a4发生包晶反应即a4+L4→B完成 的凝固过程因此该合金的 凝固温度为T4并产生了一种通过包晶反应而得到的新相B。此种B相为非平衡相因为按平衡态该相在x合金中是不存在的。
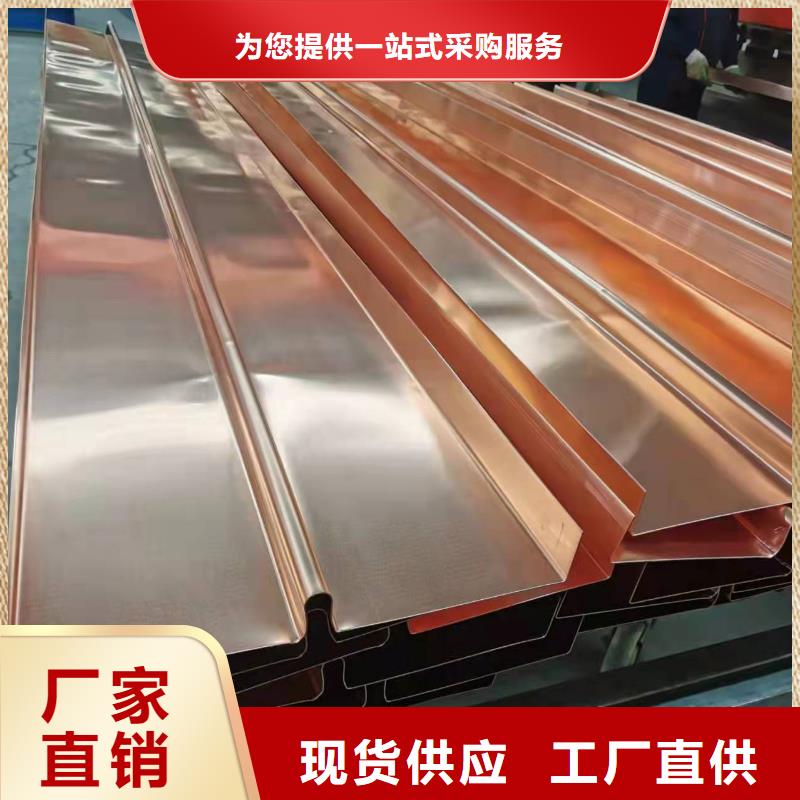
在铜片止水(其他金属止水材料,日喀则止水铜片如钢板止水带、不锈钢止水带等)的加工成型过程中,加工硬化和加工残余应力是使铜片止水破坏的重要原因,特别是形状结构较复杂的部件,如铜止水接头的T型接头、十字型接头,更容易使铜片破坏。制定加工工艺时,可采取分级模压、加温的方法减小加工硬化和加工残余应力的影响, 必要时可退火消除残余应力。但接头连接的方法不推荐采用黏结剂接头,因为其黏结强度低,耐老化性能差,随时间容易变硬、变脆。采用硫化、焊接方法时,止水带的接头质量与硫化、焊接工具、模具、焊接工艺等因素有关。
目前工程中一般采用T2M态(软态)铜材轧制为铜止水片。与硬态铜相比,软态铜具有较大的延伸率,适应接缝变形能力好。同时,在长兴加工时不宜发生破坏。DL/T5115中曾规定铜片的伸长率不小于20%,而GB/T2059规定铜片的延伸率不小于30%。在实际的应用过程中,尽量使止水铜片的延伸率满足30%的要求。
在铜止水片上复合密封止水材料可以提高抗绕渗能力。根据实验结果,当无接缝位移时,在混凝土中埋入深度为20cm的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该铜片上复合宽度为10cm、厚度为3mm的GB塑性止水材料,当铜片止水与混凝土之间发生1.0cm的相对错动时,在2.5MPa在水压力作用下仍然没有发生绕渗。GB复合型止水铜带可以减少绕渗