


三亚本地富士钨钢G70中粒硬质合金质量优

三亚天强特殊钢有限公司专营各种钢材,圆棒,模具钢,三亚钨钢,不锈钢,冷扎板等,量大。三亚钨钢铣刀在进行铣削工序时,工件可顺着或相对刀具旋转方向进给,这会影响到切削的起始和完成特性。钨钢铣刀在进行顺铣(也称为同向铣削)时,工件的进给方向与切削区域的钨钢铣刀旋转方向相同。切屑厚度从一开始就会逐渐减少,直至在进行周边铣时切口的末端为零而止;在进行逆铣(也称为反向铣削)时,工件的进给方向与切削区域的铣刀旋转方向刚好相反。切屑厚度开始为零,然后随着切削过程逐渐增加。钨钢铣刀在进行逆铣时,钨钢铣刀刀片从零切屑厚度处开始切削,这会产生很高的切削力,从而推动钨钢铣刀和工件彼此远离。钨钢铣刀刀片被强行推入切口后,通常会与由正在切削的刀片所导致的加工淬硬表面接触,同时在摩擦力和高温的作用下产生摩擦和抛光效果。切削力也更容易将工件从工作台上举起。

三亚天强特殊钢有限公司专营各种三亚钢材,圆棒,三亚模具钢,钨钢,不锈钢,冷扎板等,量大。钨钢发生脱焊的原因:① 钨钢的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。② 钎剂选择和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。③ 正确的钎焊温度应在钎料熔点以上30~50℃时为合适,温度过高或过低都会发生脱焊。加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成比较厚的焊缝,焊缝内部布满了气孔和夹渣。以上两种情况会使焊缝的强度下降,当刃磨或使用时容易发生脱焊。④ 钎焊过程中没有及时地排渣或排渣不充分,使大量的钎剂熔渣残留在焊缝中,降低了焊缝的强度,造成脱焊。
<三亚>天强特殊钢有限公司
三亚天强特殊钢有限公司专营各种钢材,圆棒,三亚模具钢,钨钢,冷扎板,不锈钢,三亚透气钢等,量大。钨钢的硬度可以达到89~95HRA。钨钢(硬质合金)具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。钨钢的分类根据ISO标准进行。这种分类的依据是工件的材料种别(如PMKNSH牌号)。粘结相成分主要是利用其强度和耐蚀性。钨钢的基体由两部分组成:一部分是硬化相;另一部分是粘结金属。粘结金属一般是铁族金属,常用的是钴、镍。因此就有了钨钴合金、钨镍合金及钨钛钴合金。
天强特殊钢特钢产品介绍:
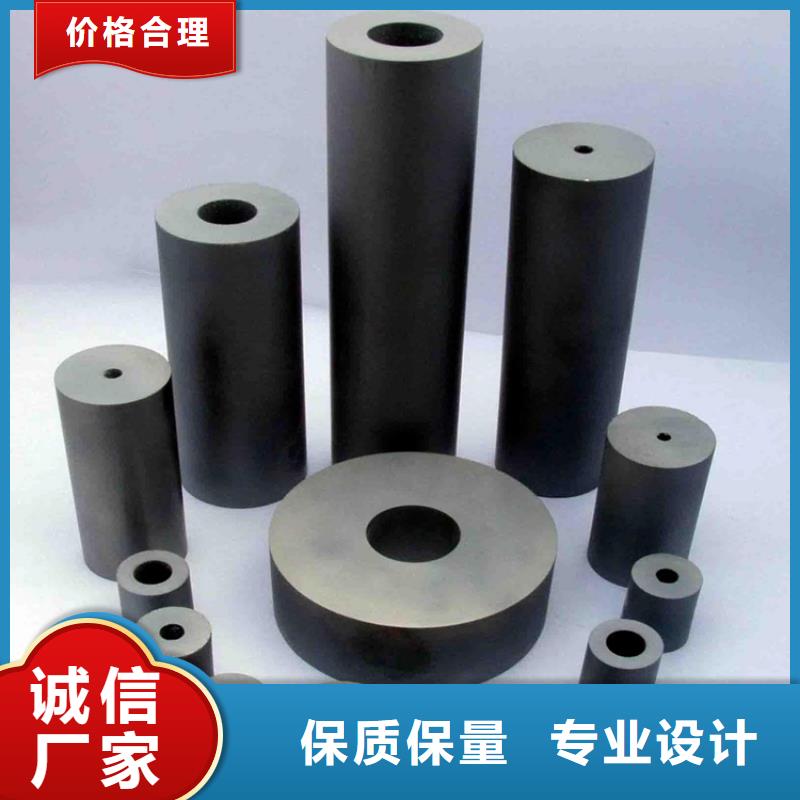
三亚天强特殊钢有限公司专营各种钢材,圆棒,三亚模具钢,钨钢,冷扎板,不锈钢,三亚透气钢等,量大。钨钢含钨的钢材,比如高速钢和某些热作模具钢,钢材中含钨对钢材硬度和耐热性能有很显著的提高,但是韧性会急剧下降。硬质合金中主要成分为碳化钨和钴,其占所有成分的99%,1%为其他金属,所以也被称作钨钢。硬质合金中主要成分为碳化钨,所以也被称作钨钢。钨钢属于硬质合金,又称之为钨钛合金。硬度可以达到HRB89至95,正因如此,钨钢的产品(常见的有钨钢手表)具有不易被磨损的特性。钨钢常用于车床刀具、冲击钻钻头、玻璃刀刀头、瓷砖割刀之上,坚硬不怕退火,但质脆,属于稀有金属之列。

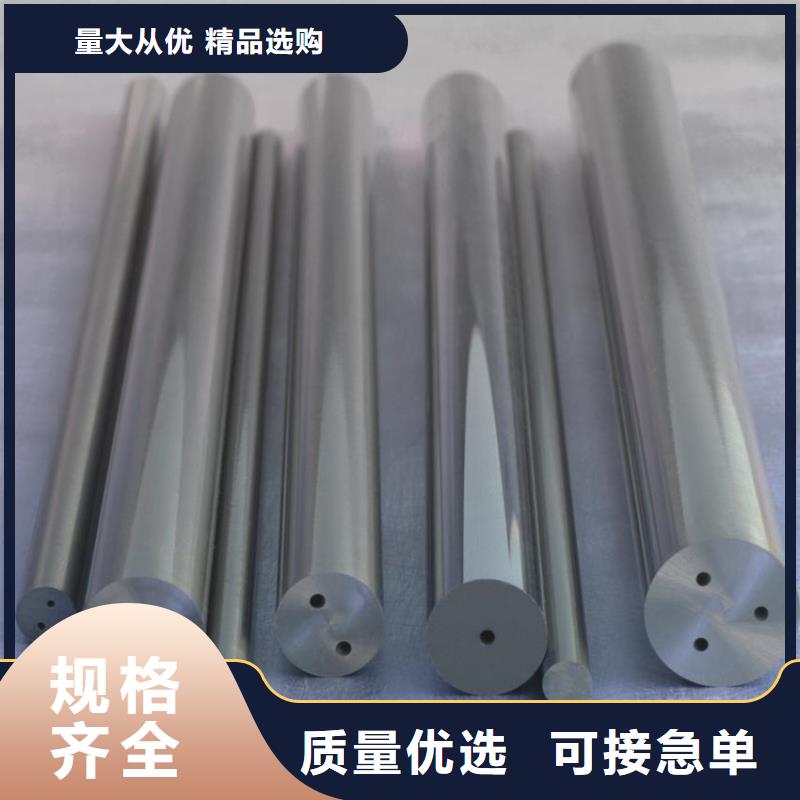
三亚天强特殊钢有限公司专营各种钢材,圆棒,三亚模具钢,三亚钨钢,不锈钢等,量大。钨钢材料使用说明:1、钨钢材料整体采用优质钨钢制成,因钨钢的硬度极高而具有脆性,受外力冲击容易断裂,特别是钨钢分切刀片的厚度较薄,受外力拳击就更容易碎裂了,所以,在安装使用各种钨钢材料时禁止敲打、抛掷钨钢材料。2、钨钢材料的棱边极其锋利,安装时请特别注意安全,以免造成不必要的人身伤害。3、钨钢材料制作的系列钨钢产品特别耐磨,其使用寿命是高速钢(白钢)的几十倍,可大幅提升您的工作效率从而降低您的成本。
<三亚>天强特殊钢有限公司
三亚天强特殊钢有限公司专营各种钢材,圆棒,三亚模具钢,钨钢,冷扎板,不锈钢,三亚透气钢等,量大。由于其硬度和耐热性,钨是高速钢(一种工具钢)中的常见合金元素。这些合金工具钢能在高温时保持硬度,使它们经受住高速切削工具时的高温和磨损。它们的钨含量因合金而不同,但可以高达18.75%。这些钢还包含碳,并且往往还包括一定比例的钼、铬和钒等合金属。此外,有时也使用少量的铜、镍和磷。高速钨钢经常用于生产锯片、水龙头和钻头等设备。由于耐磨损,有时还用于手动工具,如凿子和厨房刀等。钨也是一些热加工工具钢(生产耐高温工具用钢)的主要合金元素。此外,热操作工具钢还必须耐受因温度快速变化而导致的压力(热冲击)。热加工钨钢通常包含高铬成分,有时还含钒。它用于挤压和锻造模具等加工其它加热金属的设备。
公司产品介绍:
三亚天强特殊钢有限公司专营各种三亚钢材,圆棒,三亚模具钢,钨钢,不锈钢,冷扎板等,量大。钨钢发生脱焊的原因:① 钨钢的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。② 钎剂选择和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。③ 正确的钎焊温度应在钎料熔点以上30~50℃时为合适,温度过高或过低都会发生脱焊。加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成比较厚的焊缝,焊缝内部布满了气孔和夹渣。以上两种情况会使焊缝的强度下降,当刃磨或使用时容易发生脱焊。④ 钎焊过程中没有及时地排渣或排渣不充分,使大量的钎剂熔渣残留在焊缝中,降低了焊缝的强度,造成脱焊。

三亚天强特殊钢有限公司专营各种三亚钢材,圆棒,三亚模具钢,钨钢,不锈钢,冷扎板等,量大。钨钢钎焊中常用的保护涂料有以下两种。① 印刷用的黑色油墨和240号粒度的石英粉,按1:2的比例混合均匀,调成糊状,即可使用。② 用Al2O3粉20%,石墨粉80%混合均匀后,再与5%的水和50%的水玻璃(模数为1.2,密度为1.6g/cm)液体调配而成,氧化铝越多,涂层的强度越高。钎焊防范措施:当浸铜钎焊的坩埚升温至450~550℃时开始放入钎料,加热至750~780℃时放入硼砂。在加热过程中,硼砂首先熔化,然后是钎料。当钎料熔化后,硼砂浮在钎料上。硼砂既可以防止钎料氧化,又避免了钎料中的金属挥发,并使焊液温度均匀。钎焊前可以用铁丝钎料的温度是否适中。将铁丝插入铜液中再抽出来,若铁丝上均匀地粘上一层薄铜,表明钎料的温度合适,可以进行焊接;如果铁丝上粘的铜太多太厚,表明钎料温度过低;如果铁丝上粘的铜太少,并且铁丝取出后铜液不断地往下滴,表明钎料的温度过高。浸铜钎焊前工件要先进行预热,预热温度为400~500℃,然后再放入硼砂溶液中进行第二次预热,当温度达到700℃时,即可沉入铜液中浸焊。浸焊的时间随刀具形状和尺寸大小不同而异,按截面小的尺寸计算,每毫米需12s。为了防止工件表面的涂料脱落,在铜液中浸焊时,不能来回摆动工件。浸焊到规定的时间后,应缓缓提起工件,防止焊料因来不及冷凝而流失。焊接好后,应对工件进行保温缓冷,以减小应力。一些基体需要淬硬的工件,可在加热钎焊的同时进行淬火处理。

三亚天强特殊钢有限公司专营各种钢材,三亚圆棒,模具钢,三亚钨钢,不锈钢,冷扎板等,量大。钨钢的分类:①钨钴类硬质合金:主要成分是碳化钨(WC)和粘结剂钴(Co)。其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。②钨钛钴类硬质合金:主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。例如,YT15,表示平均TiC=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。③钨钛钽(铌)类硬质合金:主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或 硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。钨钢具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。硬质合金广泛用作材料,如车刀、铣刀、钻头、镗刀等。新型硬质合金的切削速度等于碳素钢的数百倍。
