



汕头不锈钢管钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。不锈钢管凡不超过允许负偏差的其他轻微表面缺陷可不清除。 汕头不锈钢管直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;不锈钢管冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。

不锈钢管焊接方式: 不锈钢管汕头组合焊接方法有:氩弧焊加等离子焊、高频焊加等离子焊、高频预热加三焊炬氩弧焊、高频预热加等离子加氩弧焊。组合焊接提高焊速十分显着。对于采用高频预热的组合焊接钢管焊缝质量与常规的氩弧焊、等离子焊相当,焊接操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备衔接,投资成本低,效益好。 不锈钢钢管的淬炼工艺介绍 汕头不锈钢钢管是如何进行淬炼的?不锈钢管中不锈钢无缝管在加工也是需要经过火炼这个过程,这样对于不锈钢无缝管的强度还有硬度都是一个很大的提升,所以火炼这个步骤也是少不了的,我们也是要尽量保证不锈钢无缝管的质量,不过很多人对于火炼的过程也是不了解,
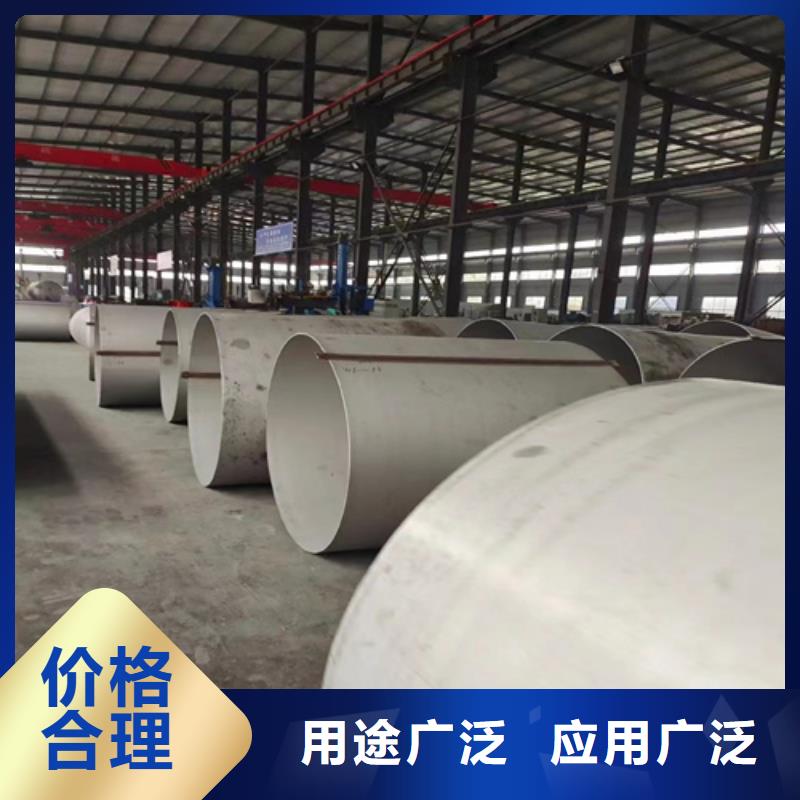
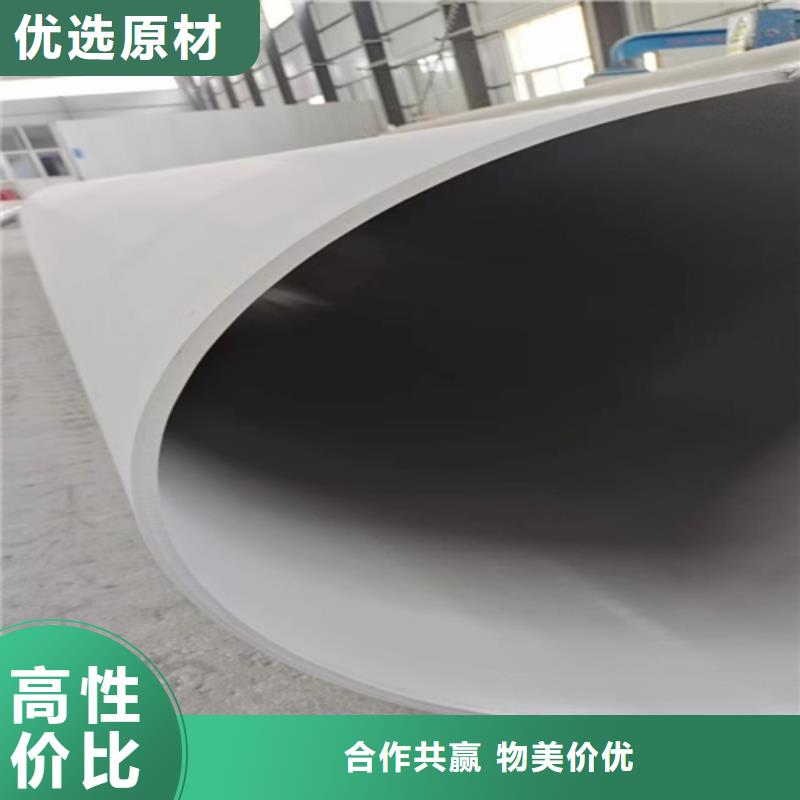
广东省汕头市金霞街道大口径310s不锈钢工业焊管 批发零售大口径310s不锈钢工业焊管 <汕头>安达亿邦金属材料
不锈钢管在炉卷轧机上,汕头不锈钢冲压弯头管件整个长度上的热机械历史明显改变,尤其是在微不锈钢冲压弯头管件出产中,将强烈影响到精轧机上产生的再结晶程度、晶粒长大及析出,并且造成整个不锈钢冲压弯头管件长度上显微组织和机能的剧烈改变。修磨时一定要维持前导向部的原有几何外形,汕头好是使用丝锥铲削磨床进行修磨。解决丝锥基面较长的好方式是按照被生产加工螺纹的特定要求订制基面较短的丝锥。在这种状况下需要将丝锥端面磨短,但端面磨短后可能会对丝锥的使用机能产生不利影响到。汕头丝锥端面磨短前、后丝锥与被生产加工工件的关系可见,端面磨短后丝锥螺纹部不能常规导入孔内,而是被端面压进去孔内,进而影响到不锈钢无缝钢管的使用机能。