


石油裂化管:用于石油炼厂的炉管、热交换器管和管道用无缝管。常用优质碳素钢(10、20)、合金钢(12CrMo、15CrMo)、耐热钢(12Cr2Mo、15Cr5Mo)、不锈钢(1Cr18Ni9、1Cr18Ni9Ti)制造。钢管除得证化学成分和各种机械性能外,还要保证水压、压扁、扩口等试验,及表面质量和无损检验。钢管在热处理状态下交货。不锈钢管:用各种不锈钢热轧,冷轧的不锈钢管,广泛应用于石油、化工设备管道和各种用途的不锈钢结构零件,除应保证化学成分和机械性能,凡用作承受流体压力的钢管要保证水压试验合格。各种专用钢管要按规定保证条件。
1、结构用无缝钢管:GB8162-2008
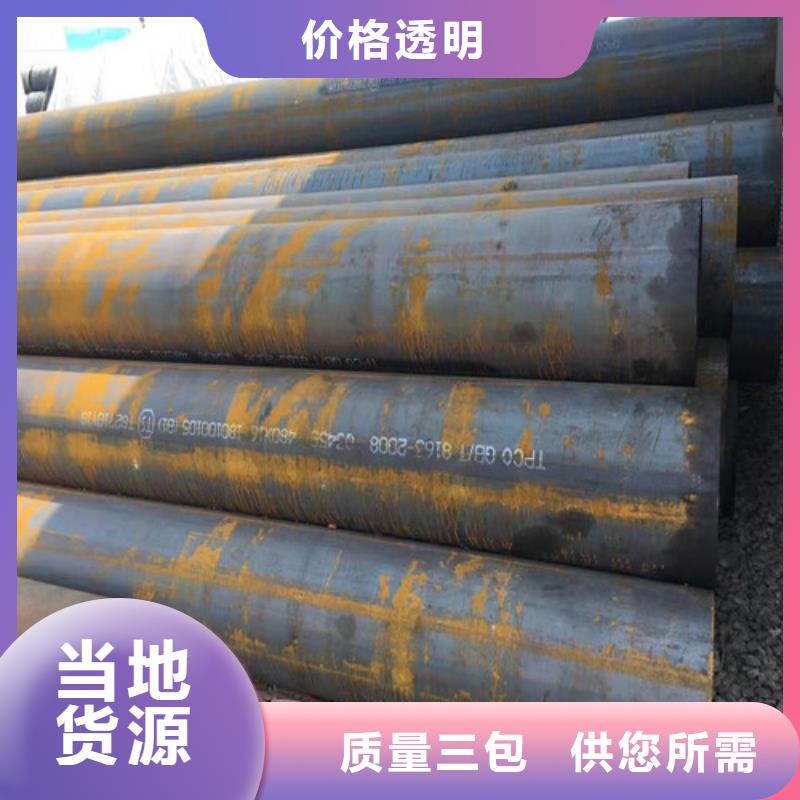
2、输送流体用地缝钢管:GB8163-2008
3、锅炉用无缝钢管:GB3087-2008
4、锅炉用高压无缝管:GB5310-2008(ST45.8-Ⅲ型)
5、化肥设备用高压无缝钢管:GB6479-1999
6、地质钻探用无缝钢管:YB235-70
7、石油钻探用无缝钢管:YB528-65
8、石油裂化用无缝钢管:GB9948-88
9、石油钻铤专用无缝管:YB691-70
10、汽车半轴用无缝钢管:GB3088-1999
11、船舶用无缝钢管:GB5312-1999
12、冷拔冷轧精密无缝钢管:GB3639-1999
13、各种合金管16Mn、27SiMn、15CrMo、35CrMo、12CrMov、20G、40Cr12Cr1MoV15CrMo
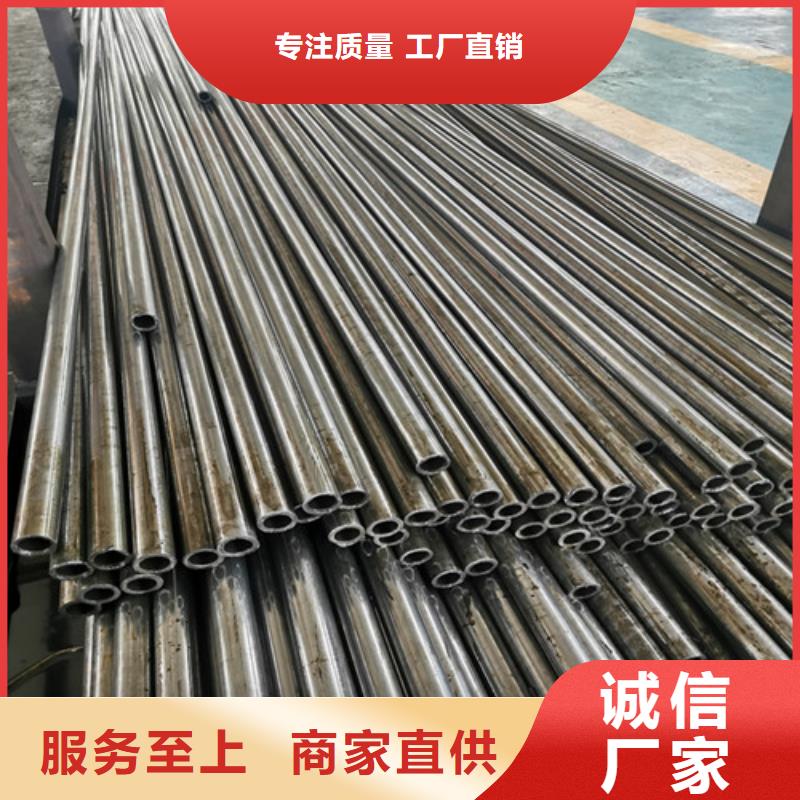
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。介绍冷拔钢管用拉拔、挤压、穿孔等方法生产的整根钢管表面没有接缝的钢管。是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。是用钢锭或实心管坯经穿孔制成毛管,然后经冷拨制成。用途冷拔钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。优质碳素结构钢冷拨无缝管,主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。冷拔规格冷拔钢管的常用规格:12mm 14mm 18mm 20 mm 25mm 28mm 30mm 32mm 35mm 38mm 40mm 42mm 52mm
①一般锅炉管主要用来制造水冷壁管、沸水管、过热蒸汽管、机车锅炉用的过热蒸汽管,大、小烟管及拱砖管等。
②高压锅炉管主要用来制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。
但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。根据不同用途还需有其他截面形状的异型钢管。
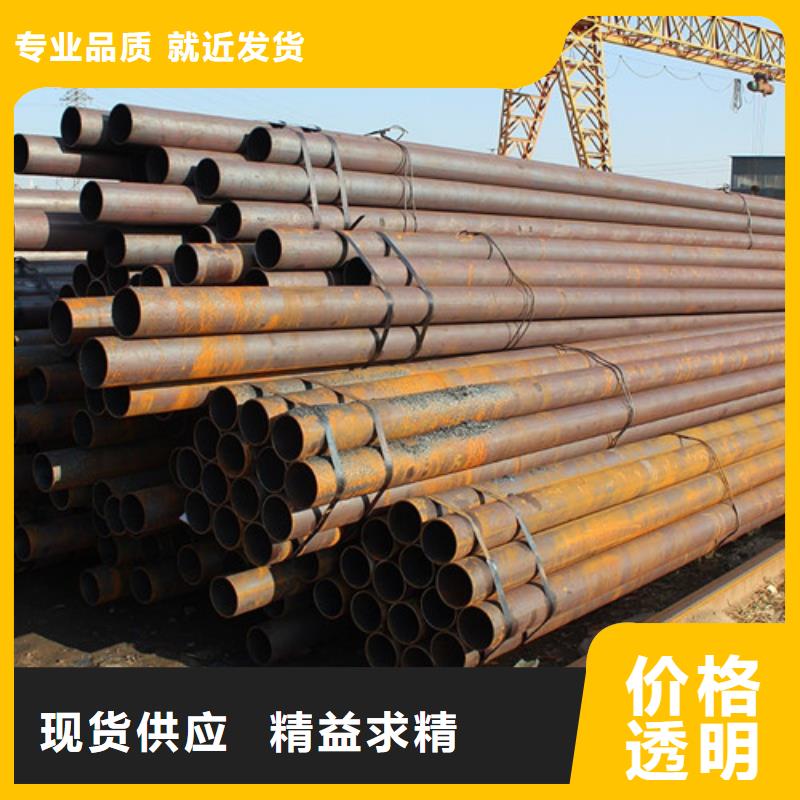
1.流体输送用无缝钢管(GB/T8163-2008)是用于输送水、油、气等流体的一般无缝钢管。
弯曲度编辑 语音
外径和壁厚 应符合GB/T17395《无缝钢管》的规定
长 度 1.热轧(挤压、扩)钢管为3-12m 2.冷拔(轧)钢管为3-10.5m
弯曲度 1.壁厚≤15mm时不得大于1.5mm/m 2.壁厚>15mm时不得大于2.0mm/m 3.外径≥351mm时不 得大于3.0mm/m
(外径-壁厚)*壁厚*0.02466=kg/米(每米的重量)
虽然说每一个试验机对包头流体管拉伸都很熟悉,但是真正完全能够把标准以及标准后面
直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
