


联系我们

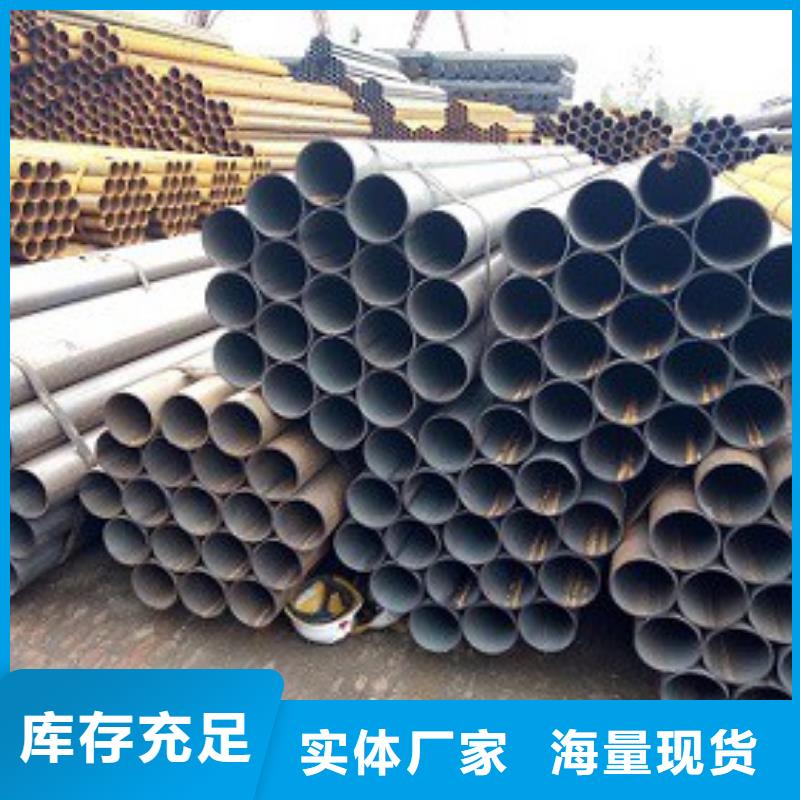
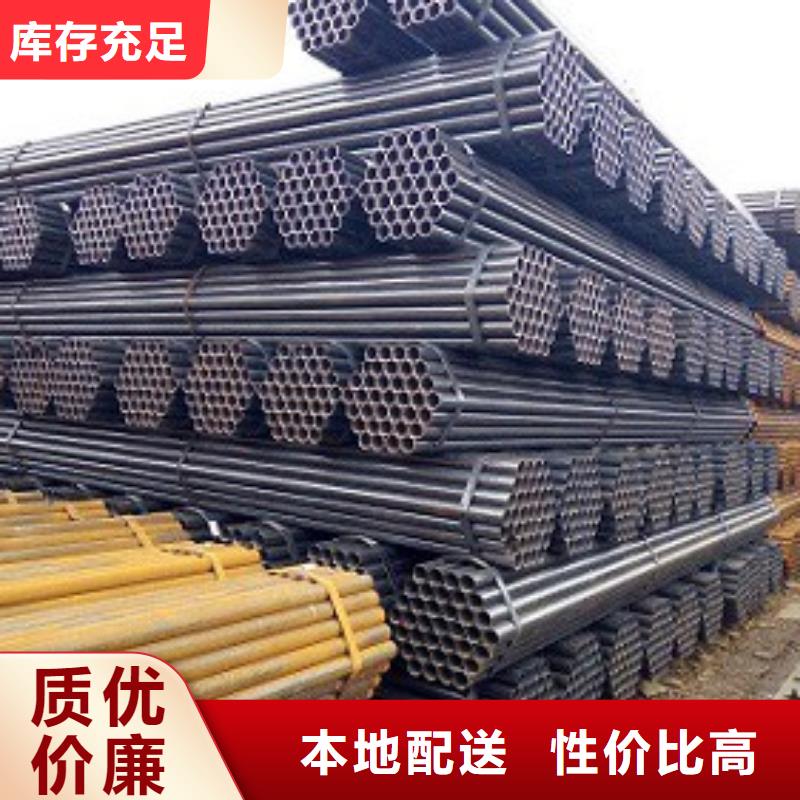
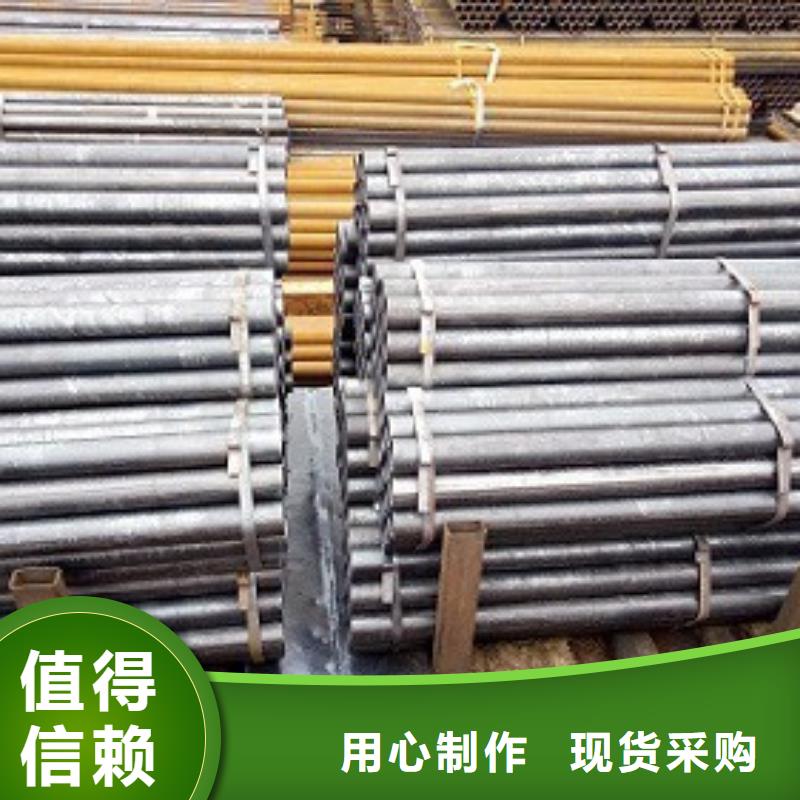
焊管【方矩管】多年行业积累
更新时间:2025-02-08 04:04:11 浏览次数:1 公司名称: 亿铭泰 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 155 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |



亿铭泰 有限公司始终奉行“以精良的质量构筑诚信体系,以全面细致的服务拓展商家信赖”的经营理念并切实地将这一理念贯彻到我们工作的每一个细节当中。亿铭泰 有限公司积j i推行以“信誉好、质量高”为公司战略核心目标。我们期待与您合作,携手并进,共赢未来。



冷拔缸筒是以热轧管为材料拔制而成的,热轧管的材质、规格、质量的选取合适与否直接影响着拔制进行和成品质量。选材时应注意以下几点:
(1)在选材时一般在强度保证的情况下,选取硬度低、塑性好的材料;
(2)钢管规格应根据成品的规格选定,保证其延伸率在百分之二十到百分之四十;延伸率过小,成品表面的强度不能保证,过大,使拔制难以进行;
(3)材料表面不能有凹坑、裂纹、裂缝、折叠、结疤、椭圆等严重缺陷;
(4) 选取热轧后放置0.5~2a的钢管,时间过短,钢管表面锈蚀浅薄,时间过长,钢管表面锈蚀过深,这些都会导致钢管表面前处理不充分,从而影响成品表面质量。
前处理



工艺不锈钢件上挂→化学除油(常规碱性化学除油或表面活性剂除油) →热水洗→流水洗→ 步酸洗→流水洗→第二步酸洗→流水洗→转入下道工序(如:化学着色→回收→流水洗→硬化处理→流水洗→封闭处理→流水洗→干燥→成品)
步
酸洗工艺
步酸洗的主要目的是除去焊接处和焊缝的黑皮和夹杂物及部分氧化皮,经优化筛选,确定的工艺规范如下:
盐酸300 mL/L
磷酸60 mL/L
双氧水120 mL/L
稳定剂80 mL/L
表面活性剂2 mL/L
θ室温
t 1~2 min第二步酸洗工艺 步酸洗处理后不能完全除尽氧化膜,表面附着一层灰色膜,光泽较差,必须经过第二步酸洗,除去表面灰色膜,使其达到近似镜面光亮,经优化筛选实验验证,采用如下工艺规范:





石墨退火用以使含有大量渗碳体的铸铁变成塑性良好的可锻铸铁。工艺操作是将铸件加热到950℃左右,保温一定时间后适当冷却,使渗碳体分解形成团絮状石墨。
扩散退火用以使合金铸件化学成分均匀化,提高其使用性能。方法是在不发生熔化的前提下,将铸件加热到尽可能高的温度,并长时间保温,待合金中各种元素扩散趋于均匀分布后缓冷。
去应力退火用以消除钢铁铸件和焊接件的内应力。对于钢铁制品加热后开始形成奥氏体的温度以下100~200℃,保温后在空气中冷却,即可消除内应力。完全退火加热温度在Ac1~Accm之间,冷却速度:在500~600℃以上时,碳钢是100~200℃/h,合金钢是50~100℃/h,高合金钢是20~60℃/h,主要用于过共析钢。
焊后退火
