




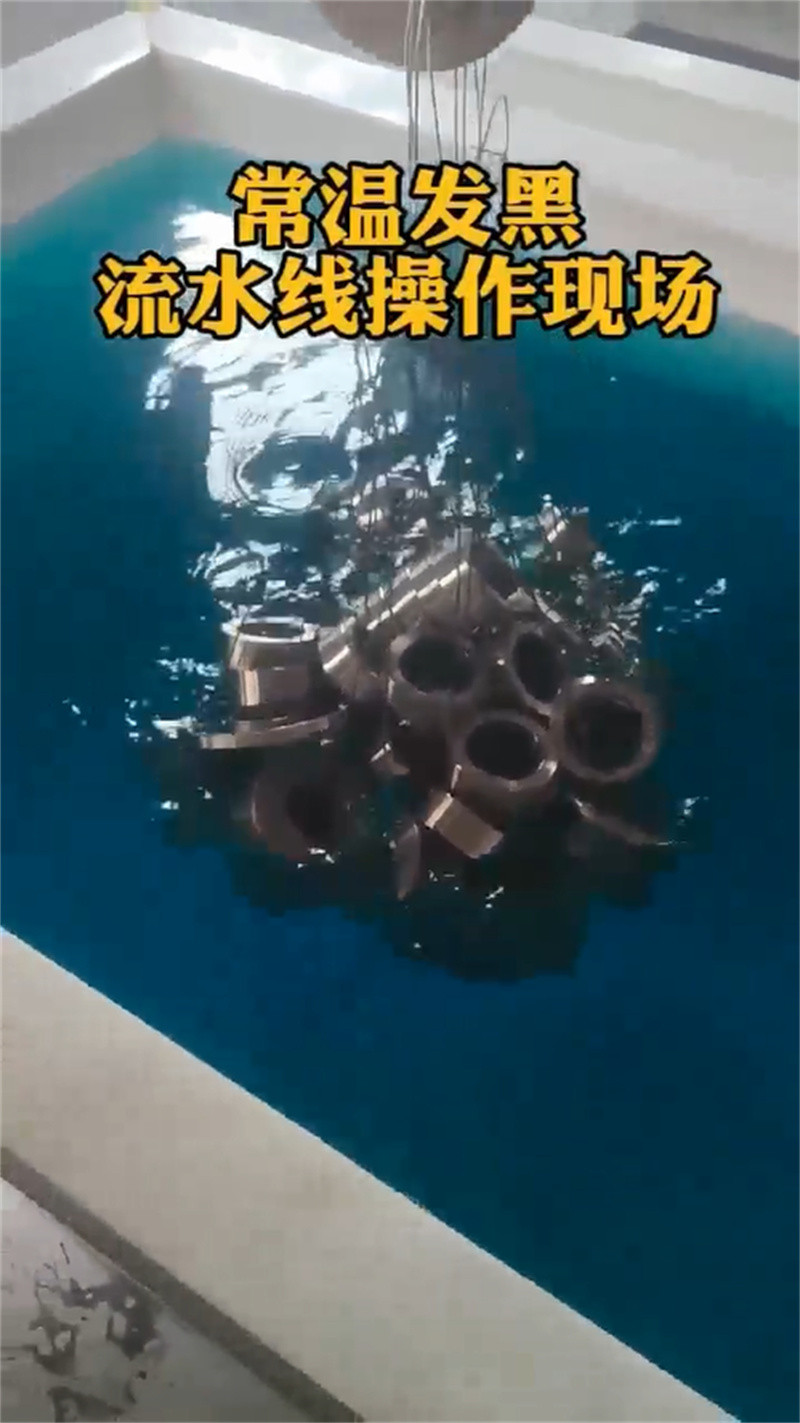



山西除锈剂,抛丸除锈一般要求
3.1 为防止钢材与大气环境发生电化学反应而引起材料的腐蚀破坏,必须在构件表面涂覆用以阻碍其腐蚀的涂料或者金属层。构件表面涂覆层的有效寿命(按设计要求)除选用的涂料或金属层外,很大程度上
取决于涂装前的基材表面除锈质量。
3.2 钢材表面的锈蚀度和清洁度可按《涂装前钢材表面被腐蚀等级和除锈等级》GB8923-88标准。
(1)钢材表面的锈蚀度:系指轧制钢板表面被腐蚀的程度,分A、B、C、D四个等级,D级不
得使用。
表1 山西除锈剂 钢材表面的锈蚀度
A级
钢材表面完全被紧密的轧制氧化皮覆盖,几乎没有什么腐蚀。
B级
钢材表面已开始发生腐蚀,部分轧制氧化皮已经剥落。
C级
钢材表面已大量生锈,轧制氧化皮已因锈 山西除锈剂
蚀而剥落,并有少量点蚀。
D级
钢材表面已全部生锈,轧制氧化皮已全部脱落,并普遍发生点蚀。
(2)钢材表面的清洁度,系指通过机械、手工、火焰等方法,去除钢材表面锈、脏物和表面附着物程度。构件表面的除锈方法和山西除锈剂
除锈等级应符合下表的规定。
表2 
山西除锈剂,除锈工具采用φ100角磨机,铜丝碗形刷;所用电源导线必须是三芯电缆。电源插座应为橡胶外壳。
7)使用砂轮机除锈施工时,施工人员用力要适宜。不得用力过度以免损坏机械,棱角部位除锈时,必须握牢角磨机,以防脱手
伤人。施工人员必须戴上口罩、护目镜及其他劳保用品。
8)与合金钢铲刀相结合使用,除锈机械触及不到或不易打磨的部位,用合金钢铲除去浮锈;使用合金钢铲除锈时,铲与设备表面必须成10-20度夹角,一刀压一刀进行清
除。
9)采用手工或动力工具处理时,不得使用金属表面受损或使之变形的工具和手段。
山西除锈剂,无氧化皮、无锈迹、无灰尘,表面粗糙度应达到RZ20—40μm,符合GB8923—88及GB9793—88规定要求的等级标
准。
1.1.5人员操作时必须配备全套劳保用品;安全帽的正确佩带,防风眼镜、口罩、胶皮手套、防尘帽、及高空作业时挂好安全带。
1.1.6打开磨光机等其速度正常运转时,让砂轮网的一半放在磨光对象表面上用适当的力量按
住,砂轮网的转动方向始终朝前转动,以免被磨削的杂物射向人身体。
1.1.7操作人员一定要双手握住磨光机,防止磨光机在角棱及其他附件处弹起伤到身体
山西除锈剂,喷嘴的直径依据磨料的
不同,为5mm-8mm, 较合理的喷射角度为45℃-75℃, 喷嘴至加工面的距离为120mm-150mm。
参数名称
喷砂参数
注 明
喷砂距离
100-300mm
喷砂角度
60°-70°
避免90°,以免砂粒嵌入基体
空气压力
0.5-0.7Mpa
喷砂嘴孔
径
8-15mm
孔径增大0.25d时,更换喷咀
砂枪移动速度
以保证质量为原则
砂粒大小
1.0-2.5mm
5)在喷射过程中喷嘴出口处不断磨损导致直径变大,当喷嘴磨损超过起始内径的20%时,喷嘴必须更换,不能再继续使用。在正常喷射过
程中,为了保持喷射压力以获得理想的喷射效果,应相应增加压缩空气量。在选用空压机时,额定排气量应比原喷嘴计算值大1.5mm,这样钢板才不致变形。表面不作喷射处理的螺纹、密封面及光洁表面应妥善保护
