


联系我们

更新时间:2025-02-24 11:41:16 浏览次数:3 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |



纵横机械制造有限公司视客户为长期伙伴,共同发展,只重信誉,不挑客户,当客户有需要时,为客户提供个性化 陕西钢衬塑复合管、顾问式服务:售前支持、售中和售后为客户降低成本、节省时间和优化 陕西钢衬塑复合管产品。




衬塑管道与垃圾分类设备一起环保
垃圾分类是否用到连接管道,我们来根据情况分析下。事实上,在垃圾分类推行初期,市民们难免碰到不知道怎么进行垃圾分类的窘境,或是垃圾量比较大的时候,也会希望有第三方机构代收垃圾。但事实上,即便在垃圾分类比较成熟的欧美 中,也没有上门收取垃圾的公司出现,政府较终还是希望民众形成垃圾分类的自觉行为。而据了解,这类项目的产生,适逢垃圾分类的导入期,政府会以承担一定补贴费用的方式让这些公司活下来。
但长期来看,这类公司的商业模式是否能够成立、能够在失去补贴后继续存活,还有待时间检验。如果简单思考一下,便会发现其中的逻辑很难成立。对于上门回收而言,其难点在于中间环节的成本非常高。按照现在的快递成本核算,上门一次可能要花费两三块钱的人力成本,运输成本也占了很大比例,而废品回收的利润空间却很有限。事实上,早在2015年前后就诞生过一批主攻C端市场的互联网+回收企业,模式跟现在差不多,做一个APP然后预约上门回收。但是由于C端的产废频率不固定,导致线下运营成本过高,基本都没有持续下去。公司生产制造的衬塑管道具有防腐蚀耐磨损的特点,未来将会与垃圾分类设备一起为环保做出应有的贡献。



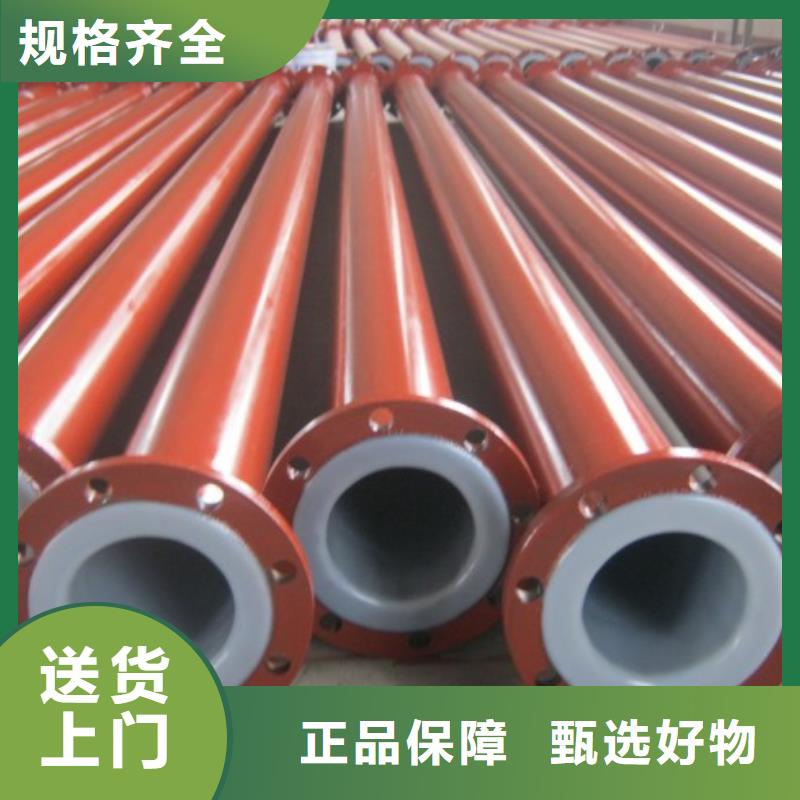
我公司生产的衬塑管是由多种改性共混聚合物与钢管机械镶衬复合而成或涂覆复合而成的复合钢管。衬塑管既保留了钢管的强度和传统的连接方法,而且经过塑料材料不同的改性,充分发挥了塑料材料的耐腐蚀、抗老化、高耐磨、无锈、无毒、内壁光滑等特点。改性后的衬塑管,可达到 卫生标准,是 推荐使用在民用建筑、城市给排水上的指定产品,经改性后的耐腐蚀的衬塑管,是石油、化工、电力、煤炭、轮船、码头等行业的工业管道的替代产品。
衬塑管道无毒、耐低温、耐负压、耐真空、耐腐蚀,抗老化,抗冲击,表面光滑结合力强。对一般酸碱盐的有机溶剂性能良好,适用于腐蚀性气体,液体及固体液,浆液介质的输送。
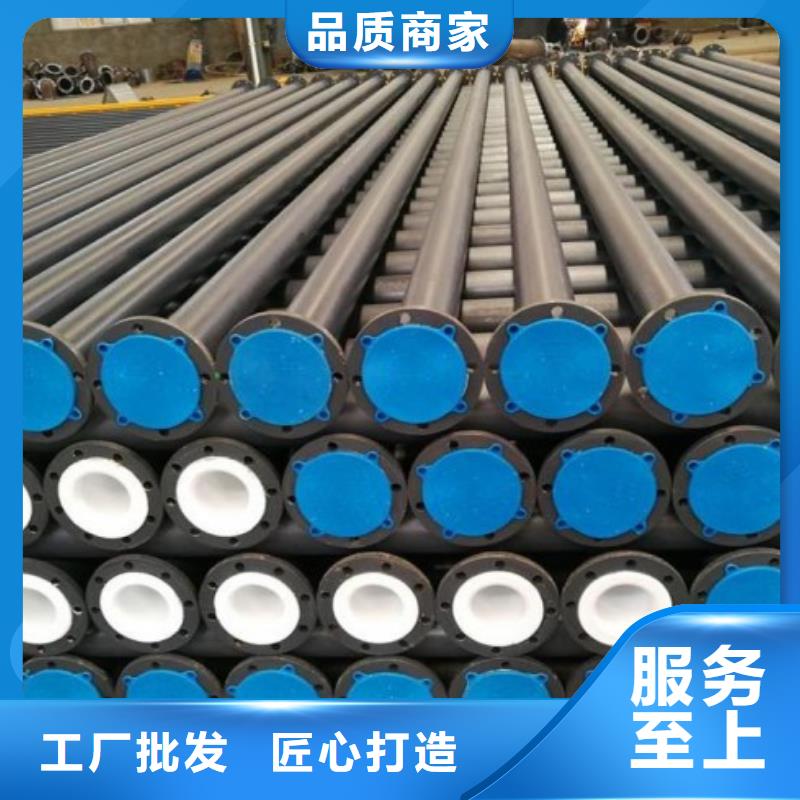
衬塑管道的管材管件的基管在衬塑前应采用喷丸、打磨、酸洗等方法去除基体金属表面的铁锈、毛刺、污垢等;焊筋残留高度不大于0.5mm,衬塑管道两端截面与管轴线应垂直,并应符合GB/T12611的规定。
衬塑管道内表面不允许有气泡、裂纹、脱皮、伤痕、凹陷、色泽不均及分解变色线。外观表面光滑平整,不允许有伤痕或裂纹等。
衬塑管道管件的钢与内层塑料之间结合强度不应小于1.5MPa。其各项性能均应满足《钢塑复合管》(GB/T28897-2012)的要求。


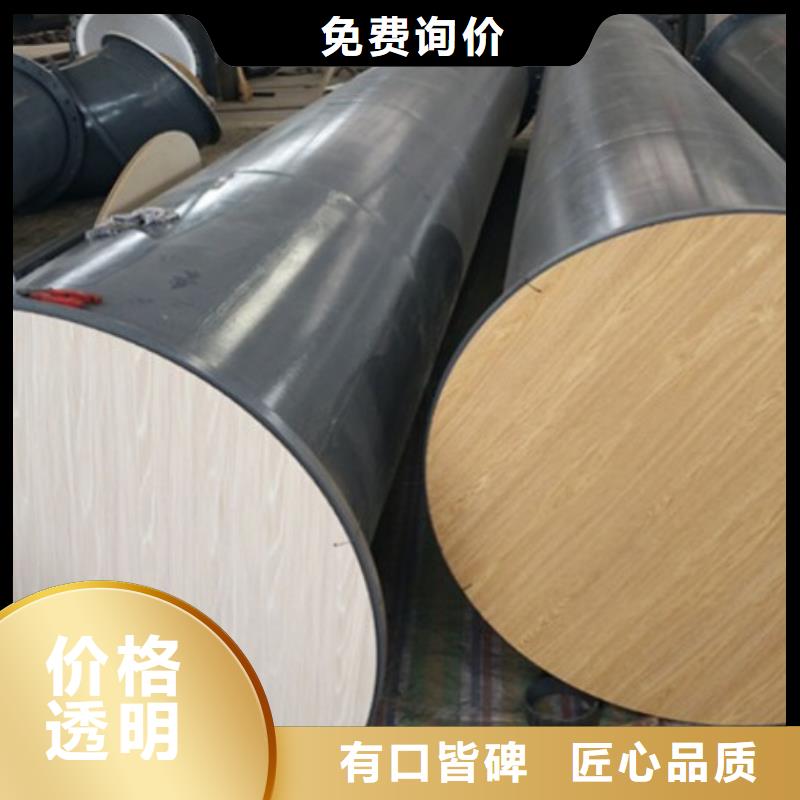
衬塑钢管管沟制做工艺
一、衬塑钢管的管沟制做 1. 非常容易出現的难题; 衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
一、衬塑钢管的管沟制做
1. 非常容易出現的难题;
衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
2.滚槽磨具的挑选、对机械设备的规定:因为衬塑钢管的滚槽归属于新式联接加工工艺,相对性应的滚槽机器设备沒有同歩升级,对于滚槽全过程中衬塑层掉下来或破裂的状况,滚槽磨具直徑增加,超过无缝钢管公称直径的2/3,扩大触碰总面积,减少部分衬塑层的滑动摩擦力,合理的避免衬塑层掉下来,滚槽磨具与管路表面选用纹路状,撤销原先滚槽磨具的齿状或构造,避免衬塑层被切破、磨碎.
二、衬塑钢管管沟制做生产流程及操作流程中应留意的难题
滚槽工程施工步骤:
1、用激光切管机将无缝钢管按需要长短激光切割,创口应整平。创口处若有毛边,用维修工具除掉两边塑胶和无缝钢管毛边,将衬塑层薄厚1/2倒圆角。
2、将需生产加工管沟的钢管架建在滚槽机和滚槽机尾墙上。
3、在无缝钢管上置放水准仪,用水准仪测量,使无缝钢管处在水准部位。
4、将无缝钢管内孔与滚槽机止面紧贴,使无缝钢管中心线与滚槽机止面呈95度。
5、起动滚槽机电工程机。缓缓压下去液压千斤顶,使上轮匀称喷焊无缝钢管至设置管沟深度1已经,实际主要参数见下表,关机。
6、用千分尺查验管沟的深度1和总宽,确定符合规定规定。
7、液压千斤顶抛撑,取下无缝钢管。


