



绍兴数控钢筋锯切生产线口碑好

振 动 1、 进给速度不当
2、 齿型选择不当
3、 张力调整不当
4、 工件未夹紧
5、 液压系统不稳定
6、 切削速度过大
7、 锯刃磨耗过大 1、 调整进给速度
2、 根据工件大小,几何形状选齿
3、 调节张力
4、 夹紧工件
5、 检验维修液压系统
6、 将切削速度调整正确
7、 换成高级锯刃的带锯条
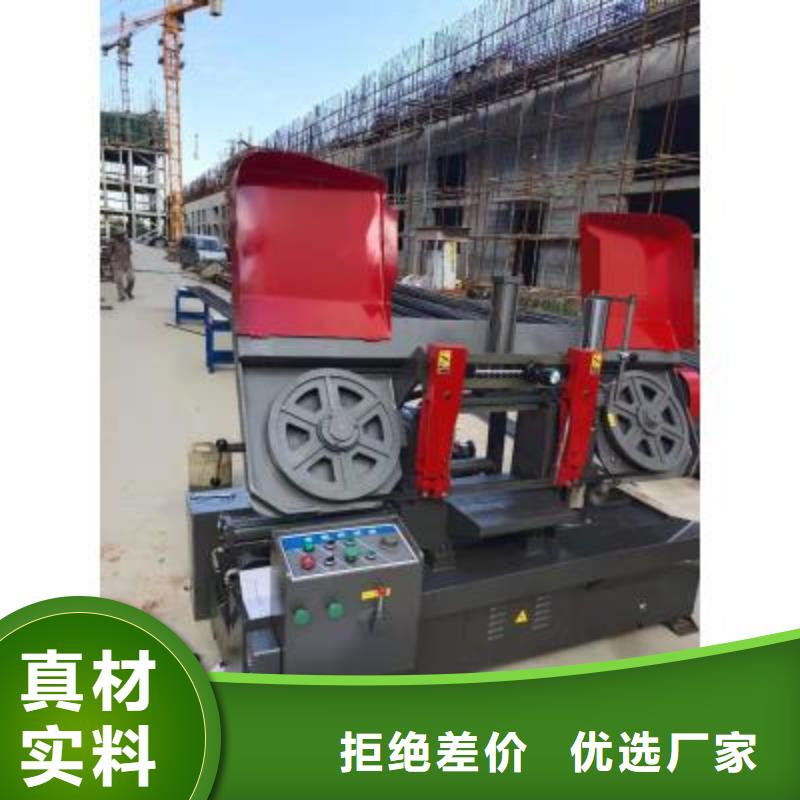
全自动数控带锯床
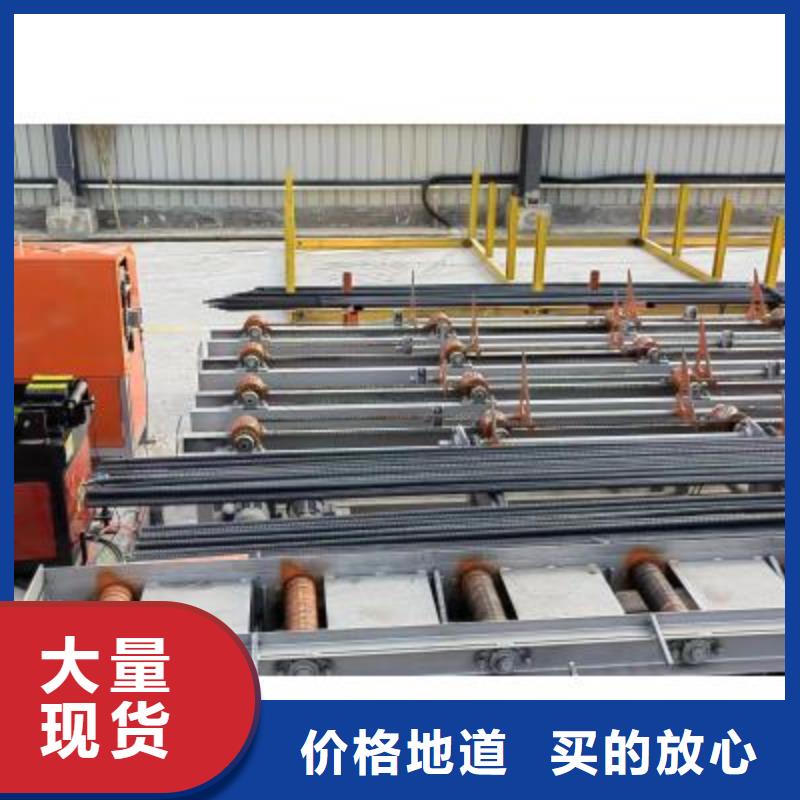
1.数控带锯床系列适用于大批量同规格材料锯切,设备切断速度快、高效、稳定、节能、节材。可配备小料成束装夹装置。
2.设备具有手动、全自动和急停功能,液压进给工作,无级调速,液压夹紧工作,自动停机,断带停机保护装置。
3. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定;所有设定全部可以在人机界面对话框完成,所有息中文显示,操作极为简便。
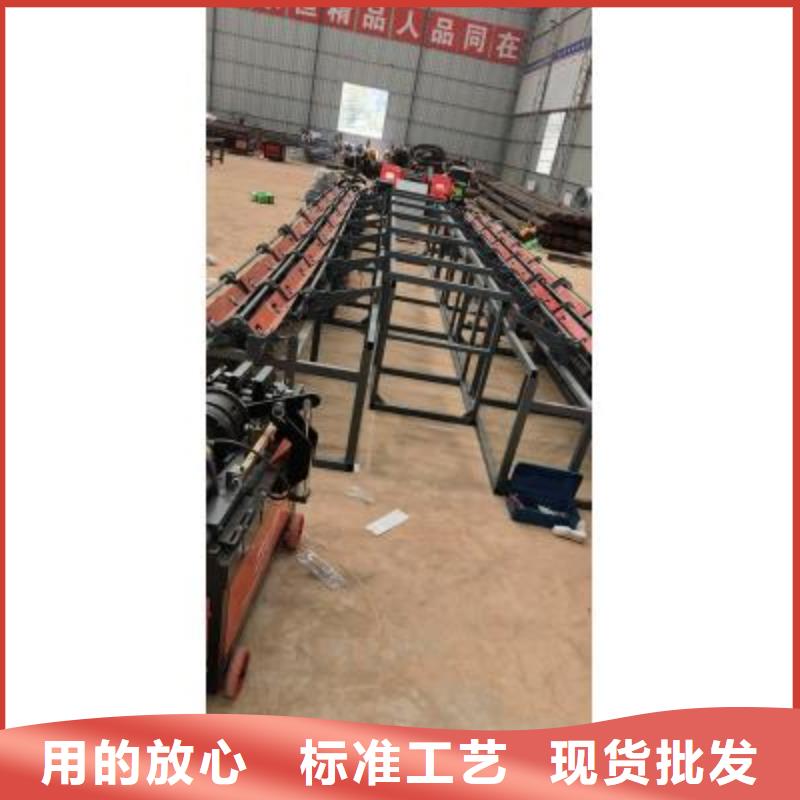
4. PLC可编程控制器,设定锯切全过程的自动程序。
5.送料长度采用光栅尺控制,送料长度误差<0.2mm;可一次设置五组锯切参数。
6.可根据客户要求增加带转角功能。
<绍兴>建贸机械有限公司


接头采用等强直螺纹连接技术进行施工,镦粗机采用LD800型号,根据行业标准要求镦粗压力根据钢筋的直径有关取不同的压力,如Φ28钢筋则取24~26MPa,用高压油泵并经过标定自身带有压力表,主要将钢筋端头镦粗至标准的油表读数要求压力即可,用眼睛可直接判断,在每批钢筋加工前作镦头试验,以镦粗量合格为标准来调整***镦粗压力和缩短量。(二)切削直螺纹(采用砂轮切割机进行)。设备介绍:数控钢筋端面铣平机是我公司自主研发的针对钢筋直螺纹连接丝口处理一款高性价比机器。本机以钢筋平面处理,确保钢筋端面平直一致;提高钢筋抗拉强度,施工速度快,效率高,保证工程质量。为了进一步提高效率前后两端端铣设备,在使用时架体上可以放置多根的螺纹钢,在前端加工完成后,后端的加工设备开始加工处理;对于两台设备而言均不会存在等待时间。
调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。
