







③遂宁无缝钢管断后伸长率(σ)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:σ=(Lh-Lo)/L0*
式中:Lh--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
④遂宁无缝钢管断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。
遂宁无缝钢管根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应。按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验。
2.3、专门用途的无缝管有锅炉用无缝管、地质用无缝管及石油用无缝管等多种。
3、种类
3.1、遂宁无缝钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
3.2、按外形分类有圆形管、异形管之分。异形管除方形管和矩形管外,还有椭圆管、半圆管、三角形管、六角形管、凸字形管、梅花形管等。
3.3、按材质的不同,分为普通碳素结构管、低合金结构管、优质碳素结构管、合金结构管、不锈管等。
3.4、按专门用途分,有锅炉管、地质管、石油管等。
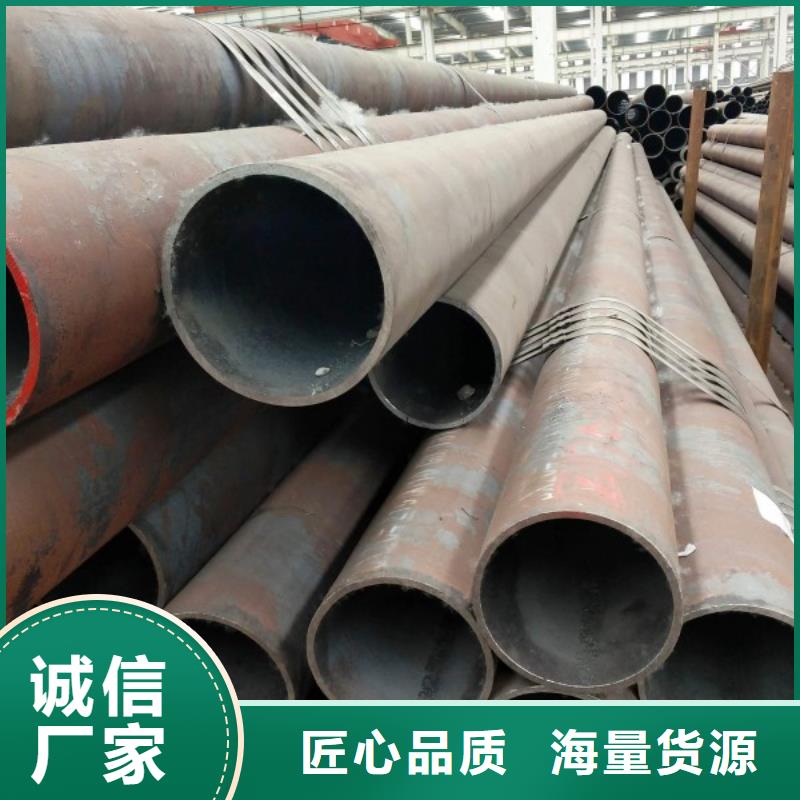
遂宁无缝钢管生产工艺
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
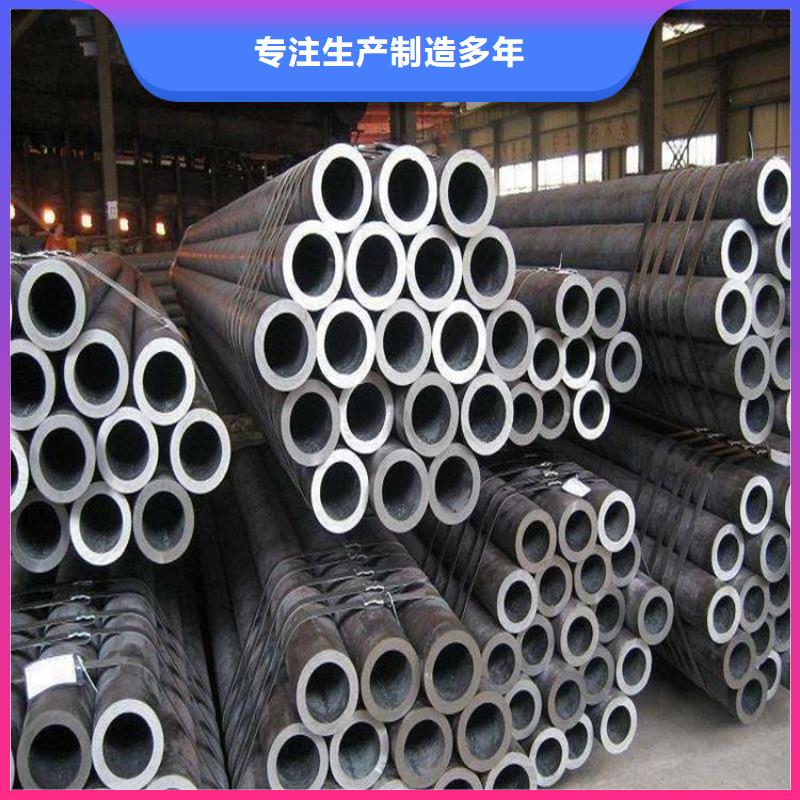
②遂宁无缝钢管冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
遂宁无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。
遂宁无缝钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关
壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上或小壁厚
Si:名义壁厚mm
C.钢管椭圆度:表示钢管的不圆程度。
d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差
e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度
f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度
g. 钢管端面坡口角度和钝边
5.钢管表面质量:表面光洁要求
a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。
b. 遂宁无缝钢管一般性缺陷:麻坑、青线、划伤、碰伤、轻微的内、外直道、辊印等。
