




别再等待了,仅仅一分钟,就能通过我们的生产线智能压浆批发可接急单产品视频探索到无数令人心动的细节和亮点。
以下是:生产线智能压浆批发可接急单的图文介绍



切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,消除磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,消除磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力



金属带锯床断带的原因及预防措施:断带原因分析及故障处理 1.上导向块间隙不合适,卧式金属带锯床,对锯背抵压过重,使锯带齿根处张力过大产生裂纹导致断带。检查方法:调整好两 的切点,使与两锯臂夹缝在同一水平线上,金属带锯床品牌,锯背与轮肩保持一定距离,以不切断纸为宜;用一直尺沿夹好的锯带方向在锯臂中间测量,吻合度在0.1~0.2mm之间,并且确定锯背与导向块完全吻合;导向块活动套间隙为0.5mm。 2.导向块磨损造成锯背磨损,使锯带背部产生裂纹导致断带。导向块合金有明显磨痕及凹槽,锯背有不规则划伤并在划伤处断裂,要经常检查。 3.夹紧块因过紧或过松而磨损,使锯带侧面划伤。过紧增加锯带的负荷使之断裂;过松可使锯带走偏或锯口有波纹。


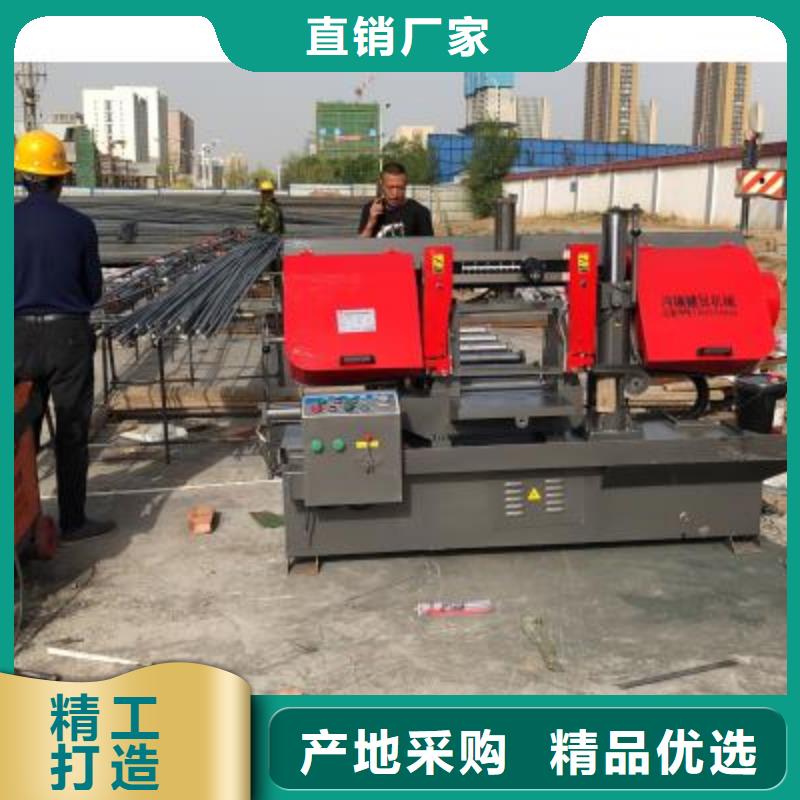
建贸机械 有限公司将竭尽所能,加强在售前(货品储备、新 温州泰顺智能压浆产品引进)、售中(产品培训.客户回访)、售后服务(维修培训、技术支持)等方面的支持, 竭诚为您提供好的 温州泰顺智能压浆产品和服务,为您解决您清洁工作的后顾之忧。自创办以来,公司秉承自主创新的发展理念,勤于思考,善于创新,以质量求生存,以诚信求发展的经营方针。以优质的 温州泰顺智能压浆产品质量,强大的技术服务队伍为客户提供完善的售前技术支持和全天候的售后服务体系,让您无后顾之忧,享受一站式的服务。




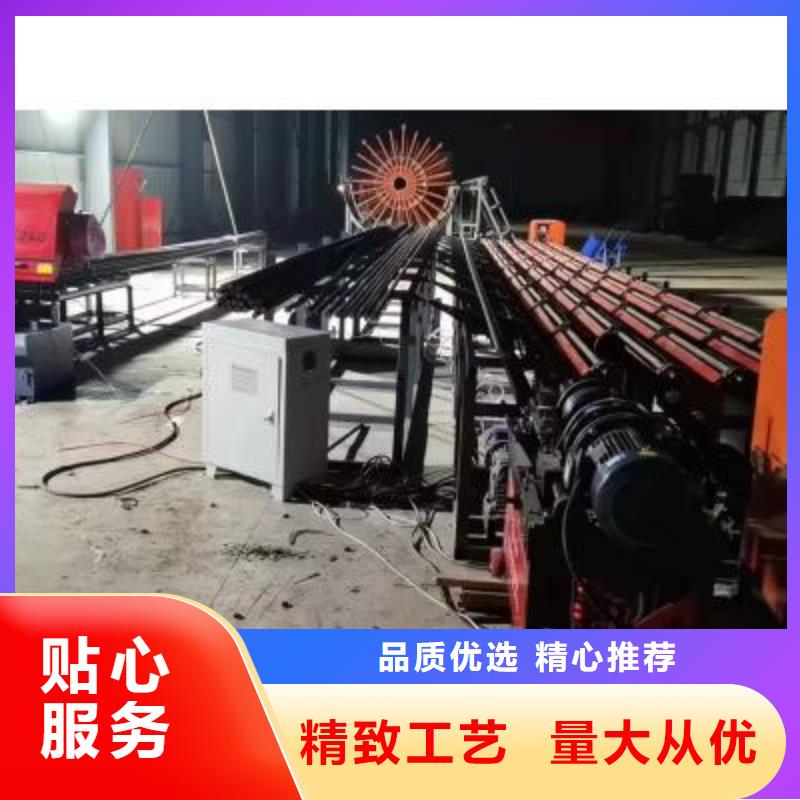
华尔网数控钢筋锯切套丝生产线是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。1,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。 2,采用液压锯切方式,体积小、产量高,与一些的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀 。3, 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。4,锯床采用国内专用的双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。
