您的位置>首页 >铜川当地行业新闻 >
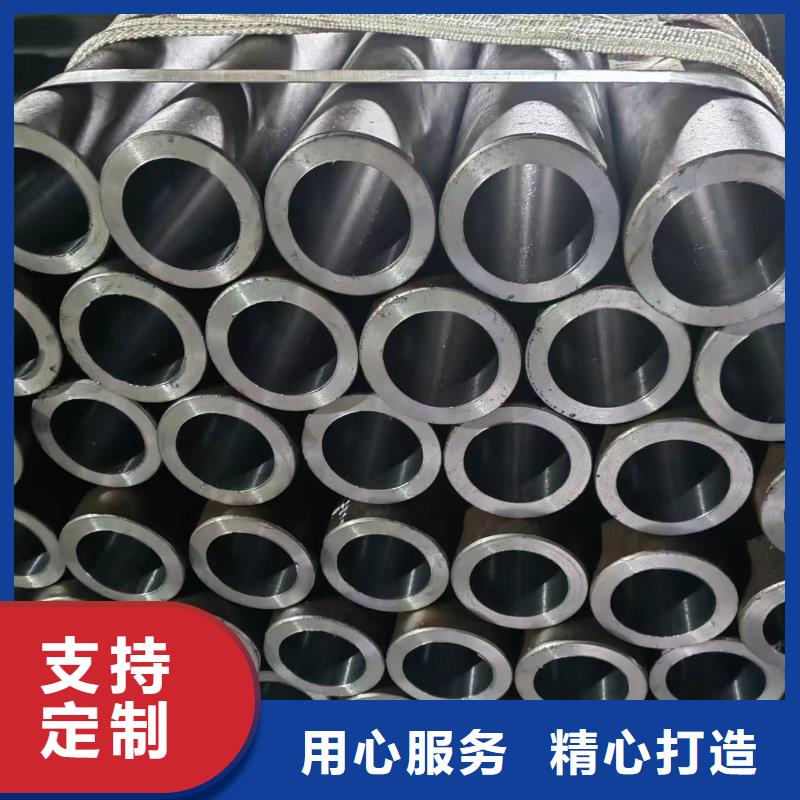
冷拔珩磨管
更新时间: 2025-02-21 13:16:27 浏览次数:3
以下是:冷拔珩磨管的产品参数
| 产品参数 |
|---|
| 产品价格 | 5000/吨 |
|---|
| 发货期限 | 24小时 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1公斤 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#/45#/16Mn |
|---|
| 产品品牌 | 九冶 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 有色金属 |
|---|
| 质保时间 | 1个月 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工/液压 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 正品 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
以下是:冷拔珩磨管的图文视频
导读 冷拔珩磨管,安达液压机械有限公司为您提供冷拔珩磨管产品案例,联系人:高经理,:17706353138、17706353138,QQ:3573482096,地:聊城辽河路燕山路交叉口南500米东首到陕西省 铜川市 王益区、印台区、耀州区、宜君县。 陕西省,铜川市 1958年4月5日,撤销铜川县建制,成立铜川市。铜川交通便利,是关中经济带的重要组成部分,是通往人文初祖黄帝陵及革命圣地延安的必经之地,咸铜、梅七两条支线铁路与陇海大动脉相连。铜川自然森林为关中平原北部的天然屏障。有太安自然保护区和香山自然保护区;位于耀州区城东的药王山,为药王孙思邈栖隐故地与纪念场所,是全国重点文物保护单位。
铜川珩磨管油缸管绗磨管产生偏心的钢管 在热轧钢管生产过程中 容易产生,产生的环节多半是在热穿孔时产生的:
根据对自动轧管机轧后钢管的解剖分析,我们认为穿孔毛管经自动轧管机轧制后,钢管纵横向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即轧后钢管仍具有螺旋状的壁厚不均,而且横向壁厚不均显著增大。
自动轧管机产生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。
②在自动轧管机上轧管时,因顶杆弯曲,使顶头位置偏离孔型中心而导致壁厚不均,其管中和管头各横截面上的 壁厚和小壁厚位置几乎固定不变;而管尾到管头壁厚不均程度则逐渐增大,因此,减小顶杆残余弯曲度,降低轧管时顶杆的轴向力,对减小壁厚不均程度有显著作用。
③减壁量越大,荒管壁厚不均越严重,减壁量较小时,自动轧管机有减小穿孔毛管壁厚不均的作用。④孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。滚压管





<铜川>九冶管业有限公司主要经营:铜川不锈钢研磨管, 本秉承“顾客至上,锐意进取”的经营理念,坚持“客户为先”的原则为广大客户提供优质的铜川不锈钢研磨管。欢迎广大客户惠顾! 本是致力于集研发、生产、销售、服务为一体的股份企业。经过多年的探索发展及不断的吸收、消化国内外的同类优秀铜川不锈钢研磨管产品 的先进技术,铜川不锈钢研磨管产品已从单一走向系列,积累丰富的设计、制作及装配经验。



总结 冷拔珩磨管_安达液压机械有限公司,固定:17706353138,移动:17706353138,联系人:高经理,QQ:3573482096,辽河路燕山路交叉口南500米东首 到 陕西省铜川市。