



联系我们

更新时间:2025-02-07 14:34:27 浏览次数:3 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
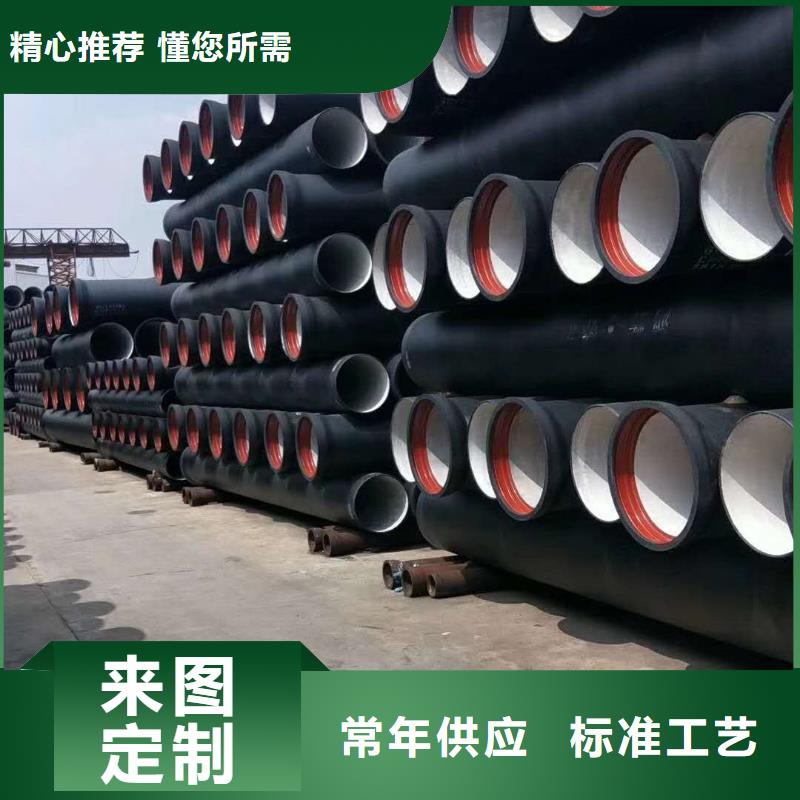
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |





芜湖球墨铸铁管确定合理的加热温度和退火时间 芜湖球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。
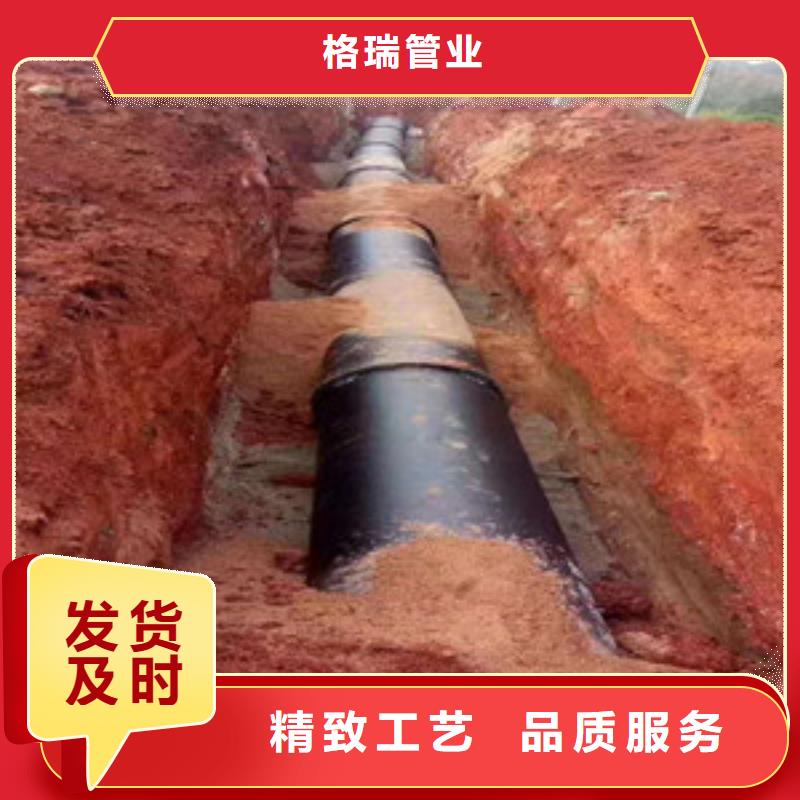
试压分两步进行, 步升压。第二步按强度试用要求进行检查。升压时应分级升压,每次升压以0.2MPa为宜。每升一级应检查后背,支墩管身及接口,当无异常时,再继续升压。预试阶段:将管道内水压缓缓地升至试验压力并稳定,期间如有压力下降可注水补压,但不高于试压力;检查管道接口、配件等处有无漏水、损坏现象;有漏水、损坏现象时应及时停止试压,查明原因并采取相应措施后重新试压。主试验阶段:停止注水补压,稳定15,当后压力下降不超过0.03MPa时,将试验压力降至工作压力30min,进行外观检查若无漏水现象,则水压试验合格。 芜湖球墨铸铁管市场上,总体下行。热轧板卷小幅下跌,杭州、武汉、太原等地吨价一周下跌10元至130元,只有福州、郑州等少数地区涨。目前,市场需求差,又加上多地受到阴雨天气的影响,新一轮的钢厂订货期到来,市场为了加快回笼货款,只得不断调低。中厚板大幅下挫,上海、杭州、武汉等地吨价一周下跌10元至100元。就算极个别地区略有上涨,但成交还是出现了萎缩。
芜湖球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。我们根据芜湖球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在芜湖球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。直浇道:横浇道:内浇道=1:(4-6 一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。 
挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。尖锐的过渡断面将成为应力集中的“策源地”。局部应力集中连同冲击性的外加负荷的数值,往往要超过工模具材料的强度限,从而导致工模具的脆性破坏。挤压工模具的脆性破坏,芜湖球墨铸铁管指出,钨钢、铬一碳钢和钼合金钢形成热裂纹的倾向性比较小这是由于这类钢具有较高的耐热性,良好的疲劳强度和小的塑性变形,从而提高了挤压模具的使用寿命在多数情况下,挤压工模具的脆性破坏与存在尖锐的过渡断面有关。其原在快速交替的加热与冷却的情况下,一般对于较大吨位的卧式挤压机,尤其是大断面的工模具的脆性破坏,往往是工模具用水冷却在强化工作的条件下内套筒的内表面金属被压入模座的闭锁区。