
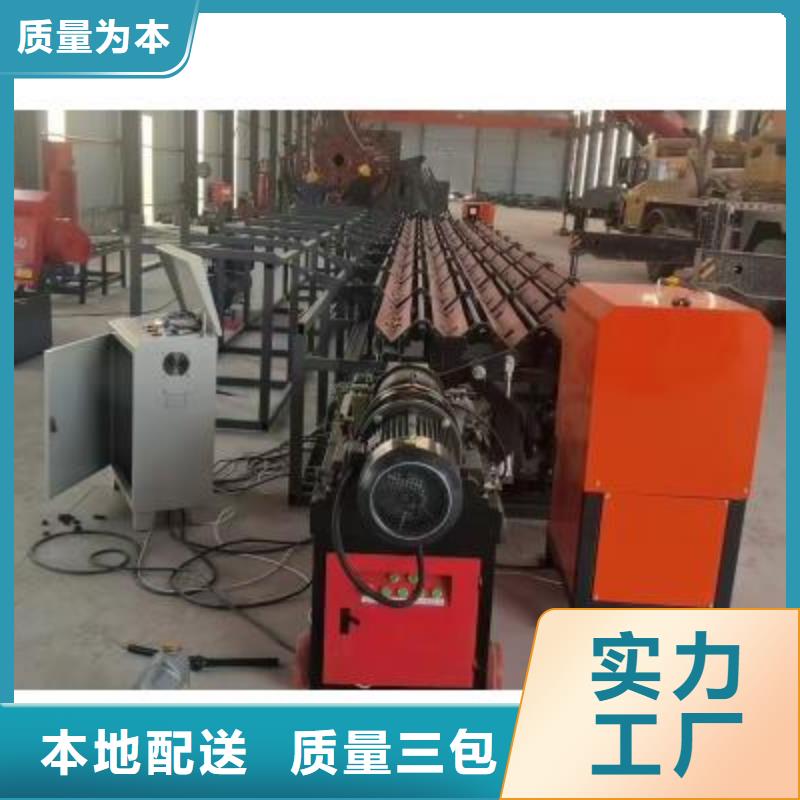

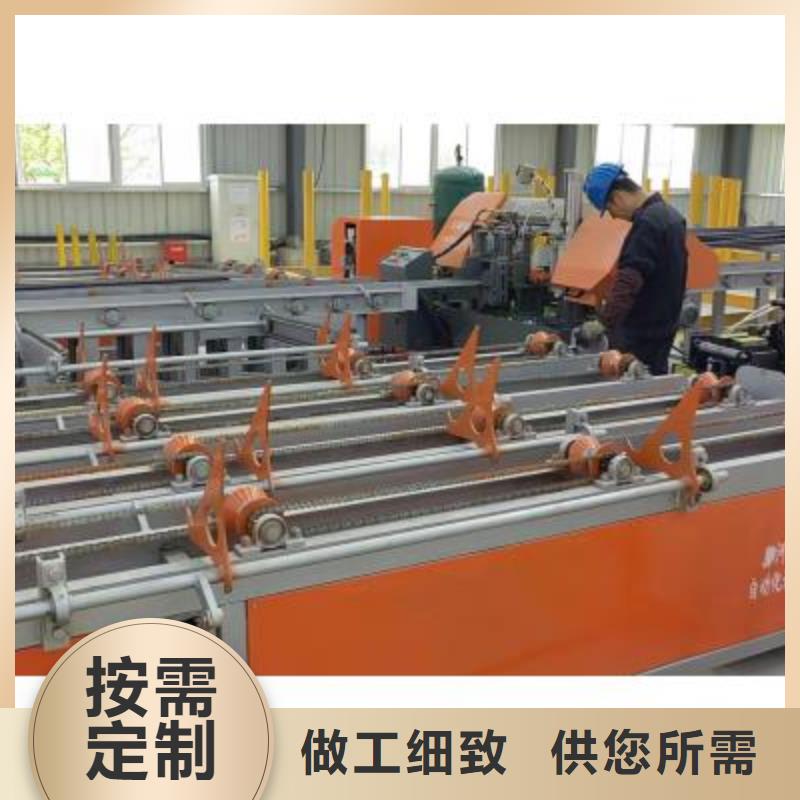



准备好领略生产线【钢筋扎捆机】透明产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:生产线【钢筋扎捆机】透明的图文介绍

建贸机械 有限公司在取得良好经济效益回报社会、股东的同时,发扬企业表率作用,承担更多的社会责任,为 湖州吴兴智能压浆行业做出更大贡献。




带锯床液压油在使用过程中会因摩擦、外力作用等因素造成油温升高,油温升高之后液压油粘度下降,达不到原有标准,在液压油油温升到度以上时液压油基本无常工作。液压油油温升高粘度下降后,液压柱下降过程不受影响,因为油液处于释放状态,液压柱靠重力作用即可下降;液压柱上升过程中液压油需通过油泵所施加压力将压力传递至油缸活塞上将液压柱顶起,但油温升高后粘度下降,无法达到正常的压力传递,带锯床液压柱上升缓慢或无法上升;另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。
带锯床油一热液压柱升不起来的原因分析




打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整

