




无论您是初次接触还是已经熟悉,我们的数控等离子切割机光纤数控激光切割机的图文介绍产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:数控等离子切割机光纤数控激光切割机的图文介绍的图文介绍


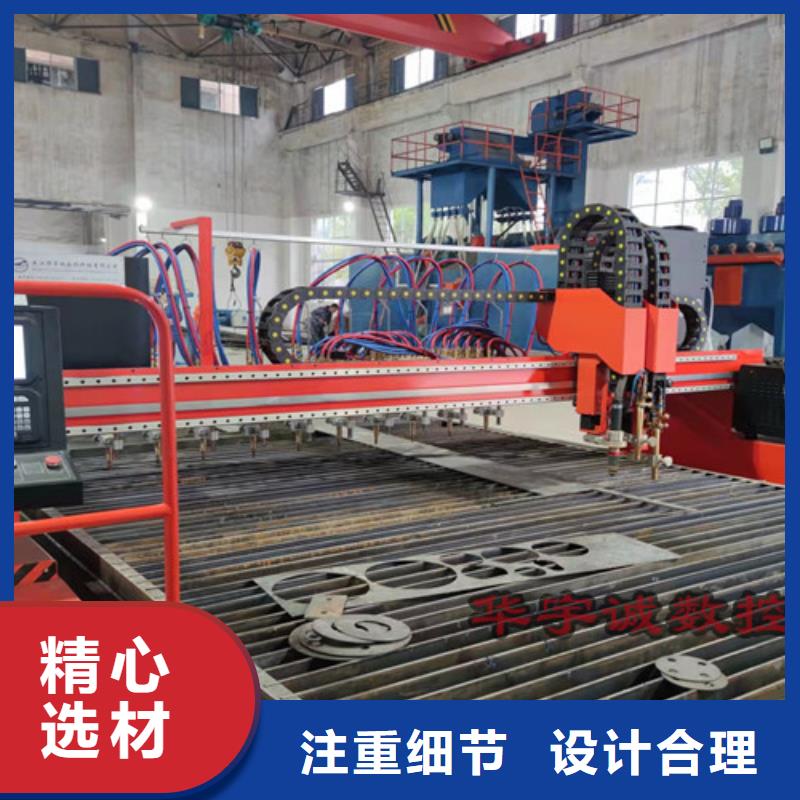
数控等离子切割机与激光切割机的比较
数控等离子切割机是一种新型的热切割设备,它的工作原理是以压缩空气为工作气体,以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走、形成狭窄切缝。
等离子切割机可用于不锈钢、铝、铜、铸铁、碳钢等各种金属材料切割,不仅切割速度快、切缝狭窄、切口平整、热影响区小,工件变形度低、操作简单,而且具有显著的节能效果。等离子切割机适用于各种机械、金属结构的制造、安装和维修,作中、薄板材的切断、开孔、挖补、开坡口等切割加工。
激光切割是利用高功率密度的激光束扫描过材料表面,在极短时间内将材料加热到几千至上万摄氏度,使材料熔化或气化,再用高压气体将熔化或气化物质从切缝中吹走,达到切割材料的目的。
激光切割,由于是用不可见的光束代替了传统的机械刀,激光刀头的机械部分与工作无接触,在工作中不会对工作表面造成划伤;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没有机械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时。
就切割精度而言,等离子能达到1mm以内,激光能达到0.2mm以内;在成本上等离子切割机相对于激光切割机来说要便宜的多,在加工精度上等离子切割相对于激光切割一个是粗加工,一个是精细加工!
等离子切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
等离子切割发展到现在,等离子切割机可采用的工作气体(工作气体是等离子弧的导电介质,等离子切割机又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业!



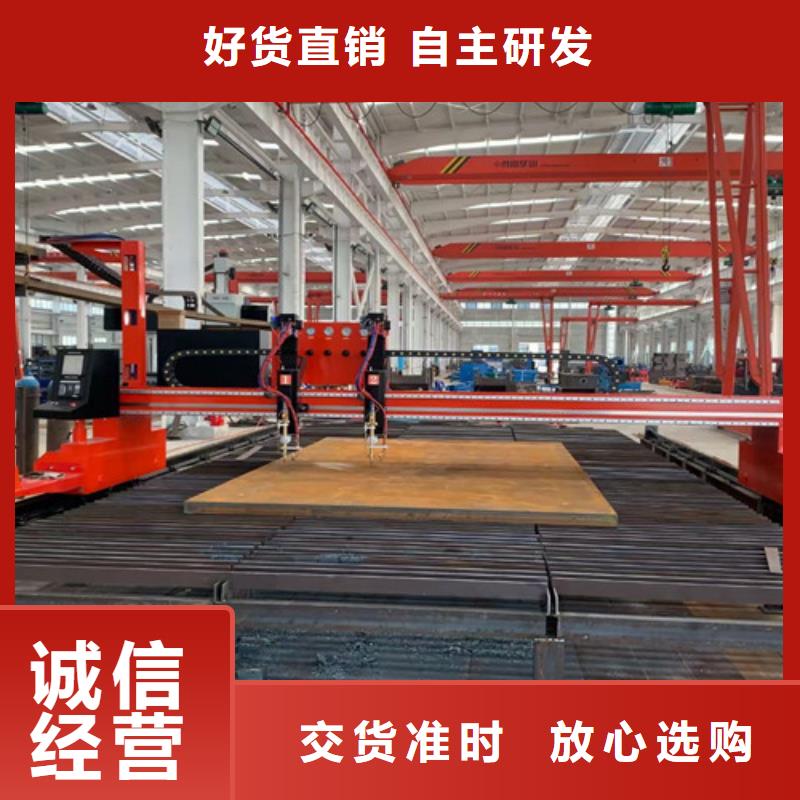
数控等离子切割机0该如何选择,哪家质量好
对于数控等离子切割机0而言,好的品牌质量才能真正提高生产加工质量。数控等离子切割机0同一般半自动切割相比,其数控切割设备拥有众多特优势,如高能效、维护成本低、更加便捷的方案。在选取综合的台式数控切割解决方案前,考虑安全事项以及培训事宜、普通切割材料的类型和厚度,以及要求的切割质量很重要。
1.设备的制造工艺,
从外观可以看出一台设备的制造工艺水平,无论从钣金件还是选用零配件的质量还是外观形状,都能反映出一个对产品质量的严格要求,选择外观做工细致,零部件质量可靠的,在设备的稳定性能及质量上有所;
2.完善的售后服务体系,
任何一种工业设备,都不可能不用维护,所以完善的售后服务有助于设备的正常运行和客户的正常生产,效率和经济效益。
3.顾客还要根据自身加工场所的不同,
以及所要切割的板材的尺寸大小来选购。如果是一般的的中小企业板材加工,可以考虑便携式数控切割机和悬臂式数控切割机,此类机型结构轻巧,并且成本较为低廉。在厚度不大的切割领域,特别是一些钣金和广告行业,就可以利用数控等离子切割机0的。对于一些异型切割,由于是特殊切割,可以考虑用数控相贯线切割机。比较大的板材,由于切割跨度大,小型的切割机很难适应,或者操作起来难度很大,一般情况下,就要用到龙门式数控切割机,此类设备用户可以根据自身的加工条件向生定做。


华宇诚数控科技有限公司是一家主要生产 江苏无锡激光光纤切割机的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,华宇诚数控科技有限公司将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 江苏无锡激光光纤切割机事业的发展。




在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!


数控等离子切割机系统具有的优势
专用数控系统应用于等离子弧切割,相比火焰切割将存在质的不一样,很多用户都不明白这点。业内人士都晓得切割专用数控系统关于切割零件的轮廓速度控制与切割技术的需求永远是对立的。
切割技术通常需求对于所切割的零件轮廓速度要相同,可是又为了确保机床的切割平稳又必须在各个角落处进行减速、加快操作,然后会带来在角落处的切割质量降低。
关于火焰切割,因为切割速度是十分慢的,所以对各个角落处的切割质量影响不大,而关于等离子弧切割,跟着切割速度越大,各个角落处的切割质量就越差,特别薄板切割就愈加显着了,所以关于数控系统就提出了更高需求。
在切割前进行角落处速度预处理,依据角落线段的相交角和系统参数"离心加快度"以及当时设定的切割速度来归纳计算角落处应减到的速度,然后尽量保持切割速度。就象开车,在不一样大小的转弯处,采纳不一样的速度,而国内大多数系统没有角落处速度预处理功能,因此用户能够很简单依据角落的速度改变来判别系统的好坏。



