您的位置>首页 >厦门当地行业新闻 >
【塑料托盘】_餐厨垃圾桶准时交付
更新时间: 2025-02-22 07:22:24 浏览次数:1
以下是:【塑料托盘】_餐厨垃圾桶准时交付的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | SHIPU |
|---|
| 标准 | 国标 |
|---|
| 材质 | 高密度聚乙烯HDPE |
|---|
| 叉车方向 | 四面进叉 |
|---|
| 耐温度 | -35℃-+85℃ |
|---|
| 型号 | 齐全 |
|---|
以下是:【塑料托盘】_餐厨垃圾桶准时交付的图文视频
导读 在福建省厦门市采买【塑料托盘】_餐厨垃圾桶准时交付到赛普塑料制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,,直销,欢迎有需要的客户来电。联系人:敖经理-18426186968,QQ:995801983,:《重庆市德感工业园区石稻路1888号到福建省 厦门市 思明区、海沧区、湖里区、集美区、同安区、翔安区》。 福建省,厦门市 远古时期,厦门岛为白鹭栖息之地,故又称“鹭岛”。西晋年间,置同安县,明洪武二十七年(1394年),筑厦门城。1935年,设立厦门市,1980年,经国务院批准设立厦门经济特区,1988年,经国务院批准厦门市为计划单列市,1994年,厦门市升为副省级市。厦门市是国务院批复确定的中国经济特区和东南沿海重要的中心城市、港口及风景旅游城市。厦门市曾荣获“联合国人居奖”,亦是综合配套改革试验区、物流枢纽、东南国际航运中心、中国(福建)自由贸易试验区组成部分、海洋经济发展示范区、两岸新兴产业和现代服务业合作示范区、两岸区域性金融服务中心和两岸贸易中心;是全国文明城市、文化生态保护区、卫生城市、生态园林城市。
想了解我们的【塑料托盘】_餐厨垃圾桶准时交付产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内全面了解产品的精髓。
以下是:【塑料托盘】_餐厨垃圾桶准时交付的图文介绍

塑料托盘选用单面托盘还是双面托盘,应根据相应的存储、装卸搬运设备和状态(如库型、货架类型、堆码或放置状态)等来确定。
对于占地面积小的自动立体库或高位货架,以堆垛机或电动叉车垂直搬运为主的场合,双面重载系列托盘和单面标准系列托盘都可以选择。


目前发达 塑料托盘的占有量为总量的40%左右,即使达到这一个数字的一半左右,中国未来塑料托盘的需求量也将达到200万只,这就预示着塑料托盘在中国市场发展潜力巨大。



赛普塑料制品有限公司位于重庆市德感工业园区石稻路1888号,本厂主要生产销售 福建厦门塑料垃圾桶,本厂以质量求生存,以信誉求发展,欢迎各界人士来厂参观指导。满足客户根本愿望和需求作为企业活动核心,始终坚持诚信,稳健,务实,创新的经营理念,来强化本公司,我公司的每一步成功都来自每一位客户的支持与肯定。



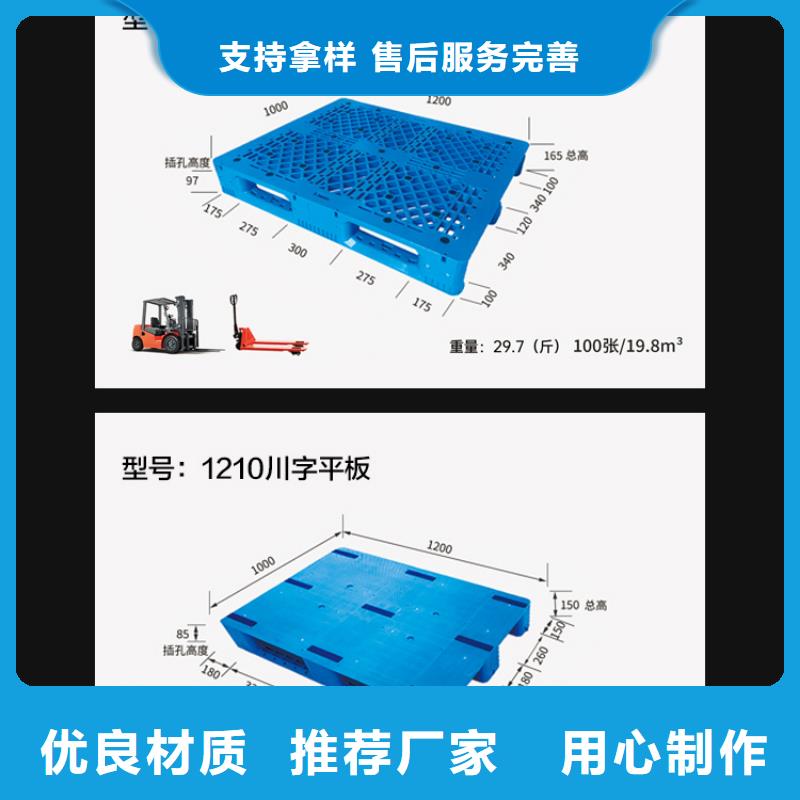
塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。



总结 今年在福建省厦门市购买【塑料托盘】_餐厨垃圾桶准时交付有了新选择,赛普塑料制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。直销,确保为您提供实惠且品质卓越的【塑料托盘】_餐厨垃圾桶准时交付产品。如需购买或咨询,请随时联系我们,联系人:敖经理-18426186968,QQ:995801983,:重庆市德感工业园区石稻路1888号。