



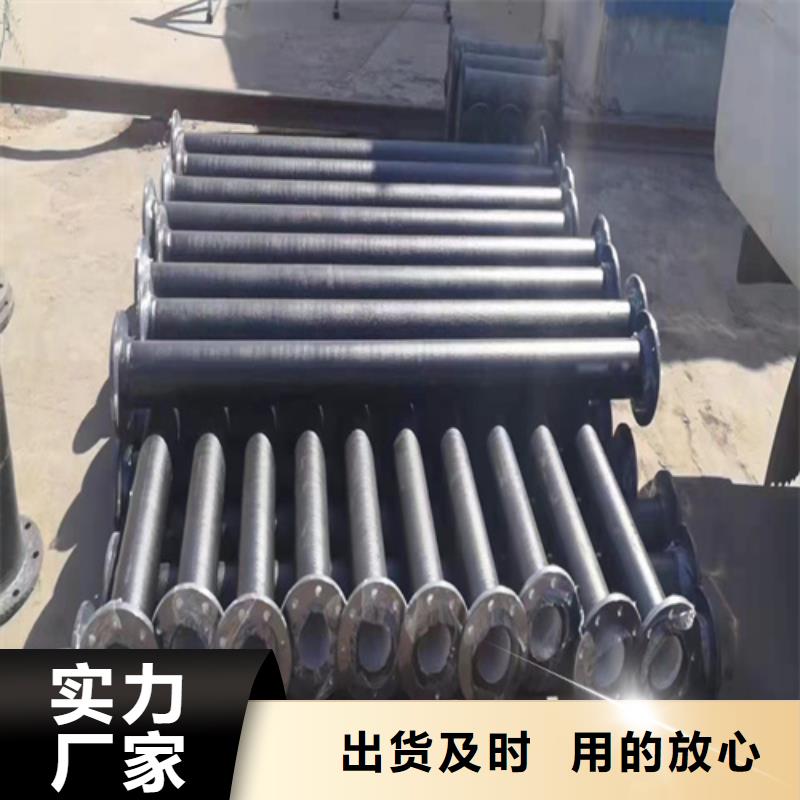

球墨铸铁管的性能检测:退火后的球墨铸铁管立刻进行压痕检验、外观检验、压扁试验、拉伸试验、硬度试验、金相试验等,不符合要求的管子予以报废,不得进入下道工序。球墨铸铁管精整:球墨铸铁管喷锌:根据顾客要求,利用高压电喷机按ISO2531国际标准(130g/m2)进行喷锌处理。修磨:合格的球墨铸铁管被送到三磨岗位进行外表的检验,并对每根管子的承、插口、内壁进行打磨和清理。球墨铸铁管水压试验:修正后的管子按标准进行水压试验,比ISO2531国际标准和欧洲标准高出10kg/cm2 ,确保子管子所能承受的内压。山东鹏瑞球墨铸铁管公司主要销售出产各种规格球墨铸铁管,我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。产品荣获 “银牌”奖和“主要产品规格是DN80-DN1400 ,用户满足产品”称号;
<孝感>鹏瑞管业有限公司 孝感及时的国标球墨铸铁管供货商
孝感及时的国标球墨铸铁管供货商
鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。

 <孝感>鹏瑞管业有限公司
<孝感>鹏瑞管业有限公司
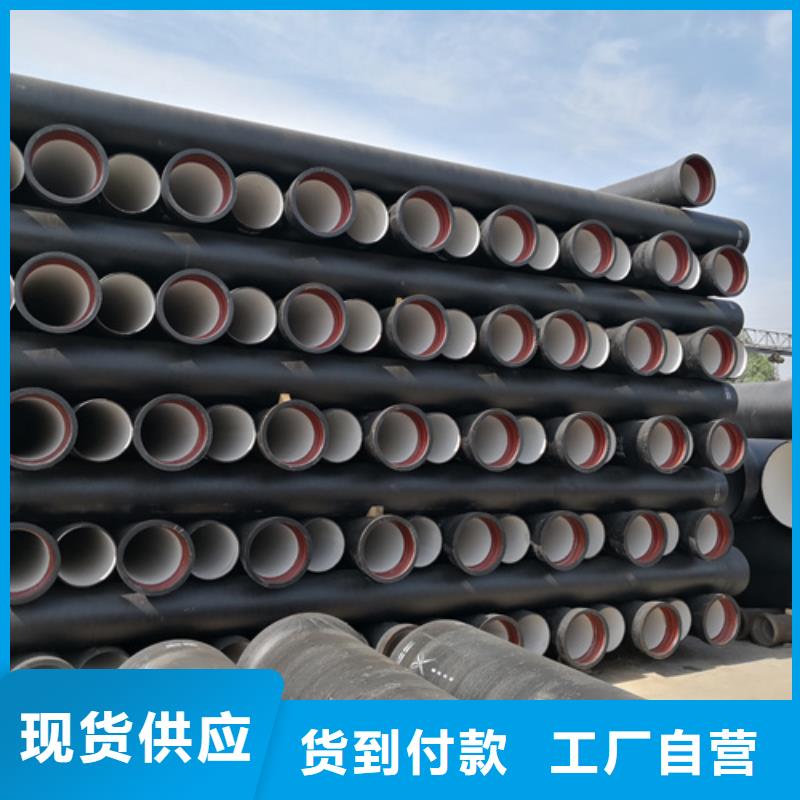
离心铸铁管小壁厚为6mm,非离心铸铁管和管件小壁厚为7mm。E=K(0.5+0.001DN),式中:E—标准壁厚,mm;DN —— 公称直径,mm;K —— 壁厚级别系数,取一系列整数:7、8、9、10、11、12.球墨铸铁管等级里K8,K9,K10... 代表球墨管等级,k是指壁厚系数,等级越高承受压力越大,等级越低承受的压力越小,壁厚计算公式:e=K(0.5+0.001DN) 。 球墨铸铁管执行GB/T13295-2008标准 K8K9K10的球墨铸铁管都是国标,等级不一样。我们鹏瑞铸管公司对出厂的每一根管都进行严格的打压试验,我们的产品来让客户满意,让工程放心。国标k9给水球墨铸铁管优点:轻度高、壁薄、耐压、耐冲击、耐腐蚀、耐抗震等性能。管道接口采用柔性接口,而且还有一定的延伸率及偏转角。具备生铁管和钢管材质的优点,避免了铁和钢的缺点。