


联系我们

当前位置:
沧州 钢兴钢管
有限公司 >锡林郭勒当地今日推荐News
直缝管3pe防腐钢管精益求精
更新时间:2025-02-21 17:09:34 浏览次数:1 公司名称:沧州 钢兴钢管 有限公司
以下是:直缝管3pe防腐钢管精益求精的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管3pe防腐钢管精益求精的图文视频




直缝管3pe防腐钢管精益求精,钢兴钢管
有限公司为您提供直缝管3pe防腐钢管精益求精,联系人:刘学成,:0317-3061555、13722727880,QQ:133919903,请联系钢兴钢管
有限公司,地:沧州风化店乡后枣园工业区到内蒙古 锡林郭勒市 。 内蒙古自治区,锡林郭勒盟 锡林郭勒,简称锡盟,内蒙古自治区辖盟,以锡林浩特为主中心,二连浩特和多伦为副中心,以乌里雅斯太为东部重点节点,其他旗(区)政府所在地为骨干支撑。截至2020年5月,全盟辖2个市、9个旗、1个县、1个管理区、1个开发区。截至2022年末,锡林郭勒盟常住人口111.93万人。
别再错过任何细节!花费一分钟观看直缝管3pe防腐钢管精益求精产品视频,让您的购买决策更加明智。
以下是:直缝管3pe防腐钢管精益求精的图文介绍


螺旋缝焊管一般是以热轧钢带卷作管坯,经螺旋成型,再采用高频电阻焊法或埋弧焊接成型。该工艺能用较窄的坯料生产较大管径的焊管,还可以用同样宽度的坯料生产不同管径的焊管。焊缝长度比直缝焊管焊缝长增加30%~100%。焊管的缺陷主要体现在焊缝上,焊缝长就意味着可靠性差,并且成型与焊接同时进行,焊缝缺陷几率明显偏高,焊缝质量不易保证。螺旋缝焊管生产线普遍不具有扩径工序,无法降低成型和焊接残余应力,致使焊管内部具有较大的残余应力,其残余应力为拉应力(可达200~300 MPa)。而焊管受内压后,管壁亦产生环向拉应力,二者叠加,使焊管承压能力减弱。并且残余拉应力,特别是焊缝位置残余拉应力的存在也大大降低了焊管抗应力腐蚀的能力,在酸性油气输送管线中必须严格限制残余拉应力。螺旋缝焊管在曲面上进行焊接,焊缝形状欠佳,内焊缝的马鞍形和外焊缝的脊背形难以克服,应力集中难以避免。螺旋缝焊管焊缝热影响区大,且硬度高,韧性和抗应力腐蚀能力下降。



钢兴钢管 有限公司生产经销批发的 内蒙古锡林郭勒合金钢管畅销消费者市场,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。品种齐全、合理。公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,欢迎新老客户前来洽谈业务。



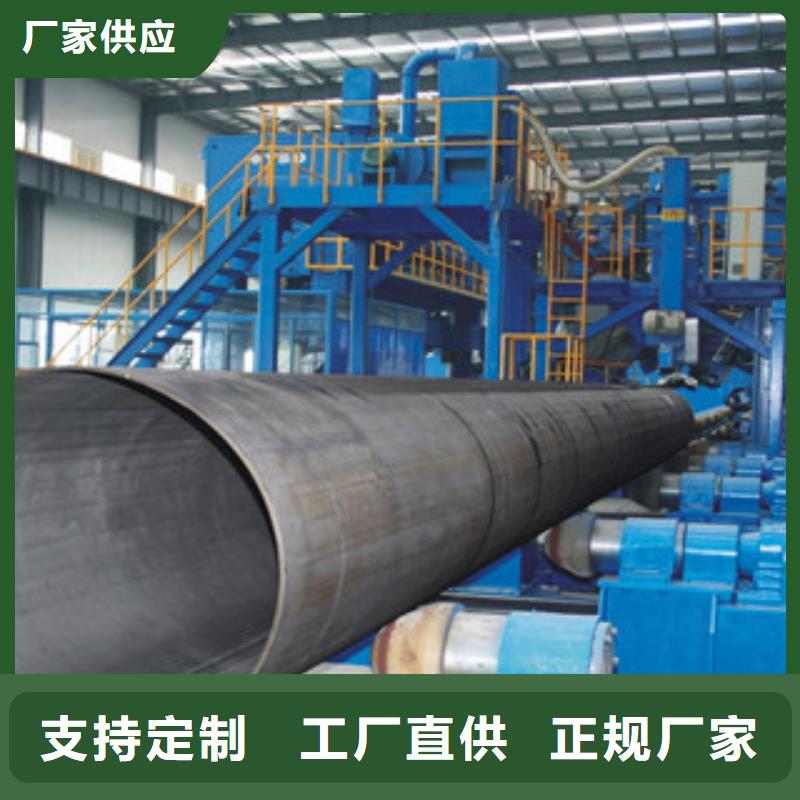
UOE法是生产大直径直缝焊管的主要方法。是以热轧厚钢板为原料,经过刨边、开坡口和预弯边等预处理工序后,依次进入U成型压力机和0成型压力机压制成管筒,经焊接后,对焊接管坯进行扩径的一种工艺。至今世界上已有这种成型焊管机组40多套。UOE制管法的O成型压力机吨位由20世纪50年代的18000t(180MN)发展到现在的60000t(600 MN)。随着压力机吨位的提高,UOE焊管也向大直径、大壁厚和高强度方向发展。我国有数家企业已建成UOE生产线,研制出具有国际先进水平的大直径高钢级的管线用钢管,满足国内管线建设的需要。但是UOE成型设备造价大,设备较多,维护量大。且在圆周方向用1%以下的压缩量制管时,边缘部分容易残留有直线段,得不到良好的管形。



埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。

选购直缝管3pe防腐钢管精益求精来内蒙古锡林郭勒市找钢兴钢管
有限公司,我们是直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘学成-13722727880,{QQ:133919903},:[风化店乡后枣园工业区]。