

<兴安>神悦钢材有限公司
兴安镀锌管整个蚀刻过程有利于表面光亮工程。 流体动力研磨和抛光。流体动力研磨抛光是借助高速流动性液体和砂带上的磨粒侵蚀油镀锌管表面进行研磨抛光的目的。 流体动力磨削是由液压机驱动,使带有磨粒的液体物料在钢材表面高速往复运动。 该材料主要由在较低工作压力下性能良好的独特化学物质制成,并掺入耐磨材料。耐磨材料可以选用碳碳复合粉末。 磁力研磨和抛光。 磁磨、研磨、抛光是利用磁性耐磨材料在电磁场的作用下产生耐磨材料刷,切割生产镀锌管。这种方法生产加工效率高,性价比高,生产加工标准非常容易操作,工作标准好。 兴安Q355B镀锌焊管为降低镀锌无缝钢管的总氢渗透量,需要尽可能避免高韧性/高韧性钢镀锌无缝钢管的酸洗钝化,因为酸洗钝化会增加碱脆。 在防锈处理和氧化皮过程中,应尽量采用喷砂的方法去除锈迹。 保证镀锌无缝钢管在酸中浸泡的时间多不超过十分钟。 并且尽可能降低酸溶液的浓度值,零件在酸中浸泡的时间不超过十分钟; 脱脂时,使用清洁剂或有机溶剂脱脂等有机化学脱脂方法,透氢量较少,若采用光电催化除油,则先氧化阳极再阳极氧化。
兴安Q355B镀锌钢管下焊和上焊两种方式的有机结合,以及甲基纤维素焊丝优良的根部焊适应性,在很多地方还是无法实现自动焊机的替代品。加热炉受热面管道冷却标准在运行过程中变质烧空,使壁厚温度在短时间内突然升高,温度达到零极限。 强度极限,导致切割开裂和爆裂,这种爆裂称为短时过热爆裂。坏料爆裂是指不锈钢板使用不当或使用有缺陷的不锈钢板造成管道过早失效。 在发电机组安装的基础施工中,超临界锅炉的安装具有系统软件复杂、焊接材料种类多、安装难度大、质量要求高等特点。 兴安Q355B镀锌管安装难度很大,特别是超临界萃取交流电加热炉没有分缸,改进了启动系统和加热系统的软件,刚性梁比传统的亚临界加热炉体积更大 . 并且全部与受热面焊接,安装难度大。 兴安镀锌管常用于高温高压标准。 在高温烟雾和水蒸气的作用下,管道会产生空气氧化和腐蚀。 兴安镀锌管常用于高温高压标准。 在高温烟雾和水蒸气的作用下,管道会产生空气氧化和腐蚀。


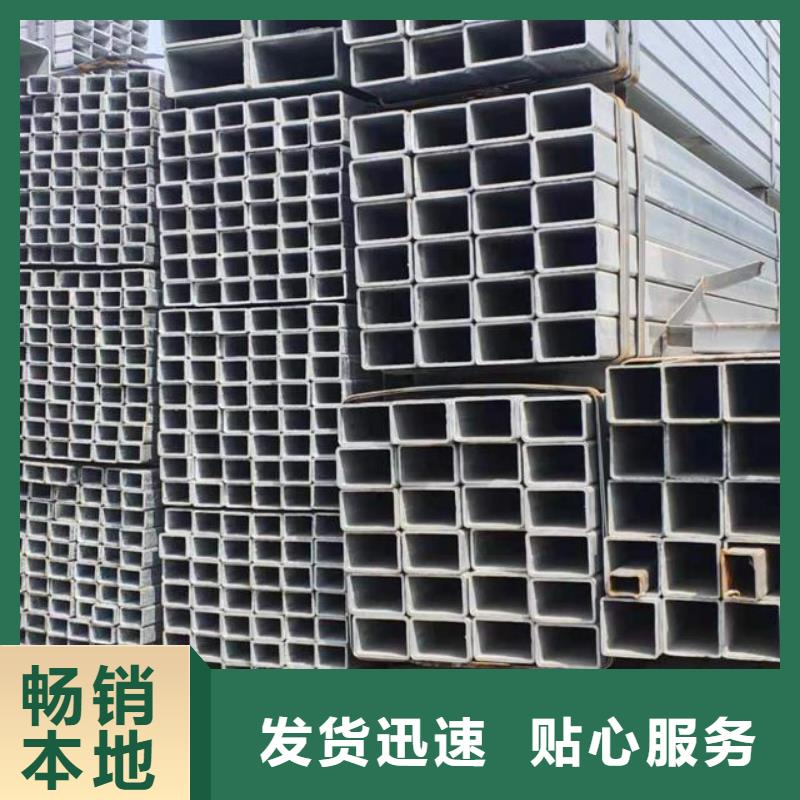
为什么说兴安镀锌方管适合做温室大棚用,温室的框架由圆铜或钢管制成,多为无柱温室。由于材料和焊接方法的不同,伞裙的种类很多。在我国,有很多桁架式钢架温室和装配式镀锌带管温室。 温室所有骨架均由工厂按定型设计生产,标准总成运至现场安装。 目前国内主要生产跨度为6米、30米、8米、42米、10米、66米等不同类型的装配式镀锌温室。 它的高度为2至3米,均为拱形圆形温室。 棚体由北向南延伸,棚内无立柱。 预制温室骨架由钢管制成,拱杆、纵筋、膜槽、膜弹簧、棚头、门、侧通风装置等,由各种夹具组装而成。 温室拱杆由两根直径25~32mm的弧形镀锌方管对接,顶部有套管; 兴安镀锌管每1米使用一根拱杆。 纵肋用直径25mm的镀锌方管用拉杆和销钉连接,拱杆用横管卡箍固定在其上; 整个棚由6根纵肋连接为一体。 温室棚头用6根直径25毫米的钢管柱固定在拱杆上。 温室内有6个纵向薄膜槽,用槽管和十字夹固定在拱杆上,薄膜用薄膜弹簧固定。 棚头横向薄膜槽用平行槽管固定在拱杆上,棚头薄膜也用薄膜弹簧固定。 安装时先按现场图纸布置线路,沿棚内侧挖一条0.5米深的沟渠。 先压南北棚头,立 拱,埋柱。 拱形柱埋在地下0.5米的基石上。
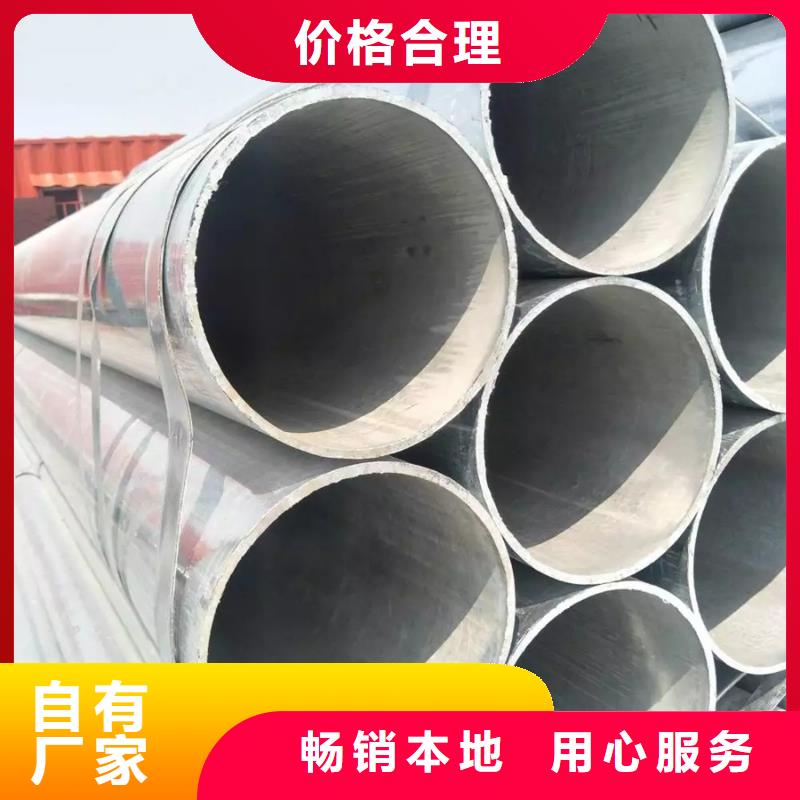
兴安镀锌无缝管扩径是利用液压机或机械设备从镀锌无缝管的内腔侧向移动,使无缝钢管沿轴向扩径成型的工作压力生产工艺。机械设备法比液压机法更简单,效率更高。选用了世界上几种镀锌无缝管扩径工艺。 叶片的扇形块沿轴向扩展,从而通过步进电机沿长短方向步进完成精加工管全长塑性变形的全过程。打开风扇块,直到所有的风扇块接触到无缝钢管的内腔。此时,跨距范围内的无缝钢管内圆钢管各点半径基本一致,兴安16mn镀锌管基本为一整圈。扇块的过去部分刚刚开始降低适应运动率,直到达到规定的部分,根据镀锌无缝管的质量,是成品管的中圈上部。 扇形块在第2个环节开始进一步减速,直至到达规定位置,即工艺技术规定回弹前镀锌无缝管内圆的上部。扇形块在镀锌无缝管的内圈上保持静止一段时间,然后被弹起。镀锌无缝管两侧自动埋弧焊设备分为镀锌无缝管内焊和镀锌无缝管外焊。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为外焊。镀锌无缝管外焊是指无缝对接的过程,可以理解为:镀锌无缝管焊接和预焊时,该工艺是外焊,而不是内焊。原因是:镀锌无缝管是外焊还是内焊,都会影响无缝钢管受热时的物理变形。如果镀锌无缝管的外焊缝先焊接,可以减少数据和信息。