








球墨铸铁管确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。
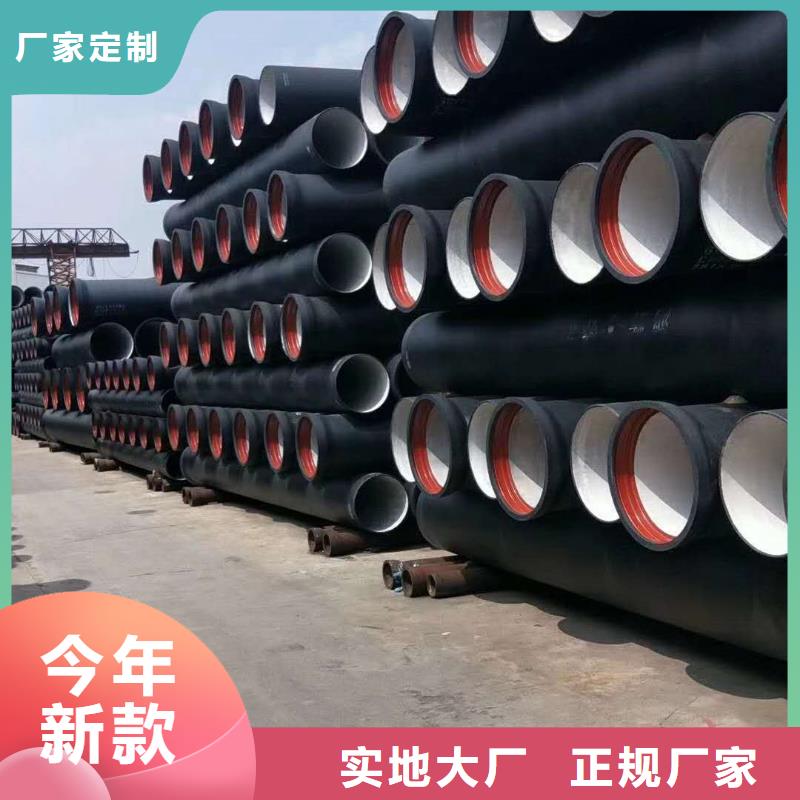
粘接连接有着施工简便、固化速度快等优势,被广泛应用于排水系统。优点:粘接界面应力分布均匀;防止金属发生电化学腐蚀;保证结构部件疲劳强度;粘接工艺设备投入低,使用简便,快速,安全,节能;适应性强,能满足特殊需求,比如导热、导电、耐油等。缺点:粘接层的抗剥离强度、不均匀扯离强度和抗冲击强度较低。格瑞HDPE双壁波纹管、青岛PE给水管、格瑞柔性铸铁管,格瑞球墨铸铁管公司的离心球墨铸铁管及配套管件具有高强度、高延伸率、抗腐蚀等卓越性能。产品主要用于城市输水、输气等液体压力主管道。
管线的试压。试压区段长不应大于1000m。实验压力。工作压力≦1Mpa,则实验压力乘1.5倍,当工作压力大于1Mpa则实验压力为工作压力加上0.5Mpa。实验方法。在实验压力下10分钟降压不大于0.05 Mpa时则实验合格.在管道的弯头、降低球墨铸铁管在退火炉内的热焓增量三通管件处,应使用混凝土墩,以阻止管内压力产生的推力;对安装在斜坡上的管道,也应在每只管子承口后面筑混凝土墩。
球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。在偏转角度较大的管线处,可使用T型承套。与管接口相比,承套允许双倍的偏移角度,并且可将切下的直管拥有利用。使用K型承套可以连接断开的两段管线。
球墨铸铁管 消失模铸造技术工艺服务主要内容:负压系统设计稳压罐、过滤罐、汽水分离罐; 真空泵选型;负压控制根据用户产品进行专用砂箱设计,由用户自行制造。维震实台设计根据用户需要提供一定规模的设计图震实台基础设计烘房设计球墨铸铁管新技术工艺规程及操作要点车间生产流程平面图提供手工制模方法提供外购设备、配件、材料息到现场技术服务、培训工人消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。球墨铸铁管消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模铸造有下列特点:球墨铸铁管铸件质量好,成本低。材质不限,大小皆宜;尺寸精度高,表面光洁,减少清理,节省机加;内部缺陷大大减少,组织致密。可实现大规模、大批量生产。球墨铸铁管自动化流水线生环保。可以大大改善作业环境、降低劳动强度、减少能源消耗。

