


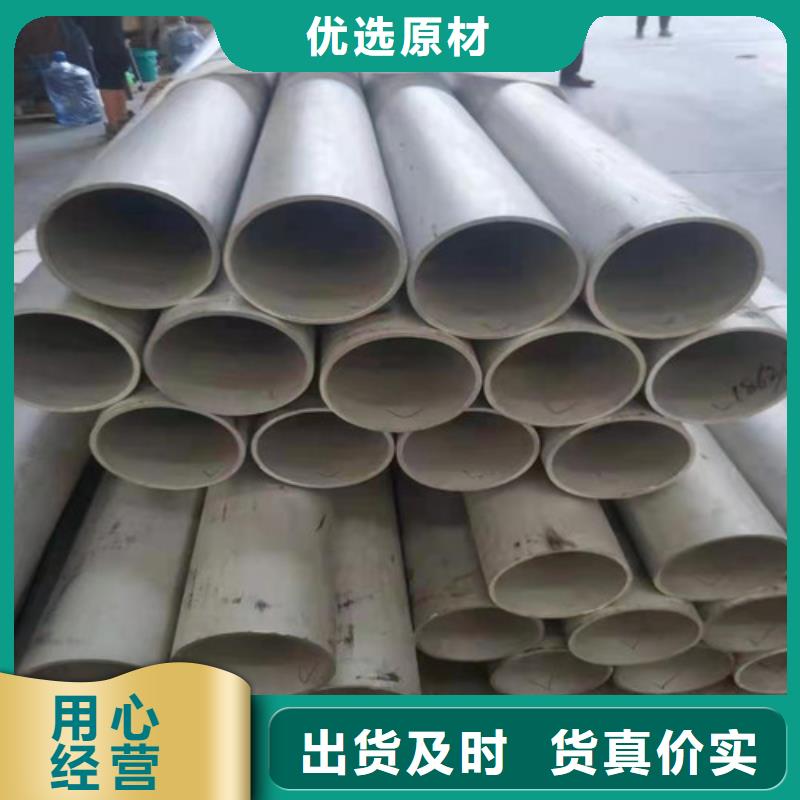


产品细节图

随着我国工业化程度日益进步,以及石油化工、自然气、医药器材、仪器仪表、航空、航天等行业项目的蓬勃开展,对不锈钢管工艺请求也越来越高。如管道内清洁度,就有用户请求内部不能有游离铁锈、大颗粒灰尘、焊渣、油脂等等杂质。运用氧气管线煤化工产业其中氧气管线的清洁度请求就相当苛刻。氧气管道大局部是保送纯度大于99.99%的氧气,其压力高,流速快,如不能保证管道内部清洁管线内微量的油污、金属离子就可能与高压纯氧氧化、撞击,产生电火花而发作不堪想象的严重结果,以至酿成沉重的事故。所以新建立备管线依据工艺请求在安装开车前需用化学清洗的办法除掉其内部管壁上的油污及其它杂质。同时也会请求供给商对管道停止脱脂外理。不锈钢氧气管道脱脂清洗步骤水冲洗不锈钢氧气管道脱脂清洗步骤:水冲洗→人工擦拭脱脂→水冲洗→紧缩空气(或氮气)吹扫。水冲洗冲洗时运用小型高压水清洗设备冲洗,压力控制在0.6Mpa左右,保证管道内部的杂质冲洗洁净。目的是除去管道中的积灰、泥沙、脱离的金属氧化物及其他疏松污垢。人工擦拭脱脂将清洗脱脂混合剂注入清洗盆内,按比例添加,混合平均后运用,重复擦拭。在清洗过程中要监测脱脂清洗液的干净度,假如脱脂清洗液的颜色变为纯净时需将现有的脱脂液排尽,重新配置脱脂清洗液。目的是去除管道中各类机油、石墨、防锈油等有机物,以保证管道在装置时内部的清洁洁净,到达设备运转的请求。水冲洗管道脱脂完毕后,用大量水停止冲洗,当管道内流出的冲洗水干净时,即可完毕水冲洗。脱脂后的水冲洗目的是冲洗掉管道内的脱脂残液。紧缩空气(或氮气)吹扫运用无油污紧缩空气(或氮气)吹扫,并将管道内部吹干后采用洁净的塑料布对管道或零部件停止包扎封存,从而保证管道内部的清洁,防止二次污染。不锈钢管脱脂验收办法管道脱脂处置应用设计规则的脱脂溶剂及请求脱脂。如设计未规则,可用四氯化碳脱脂,检验脱脂能否合格。


公司实力

从不锈钢钢管材料组织成分平衡图可以看出,铁素体(α相)只能固溶0.1%以下的氮,因此,钢在氨气中加热时就形成铁的氮化物。在氮化表面形成的这些氮化物饱和层,作显组织观察时,由于它不受所用侵蚀试剂腐蚀,故呈现为白亮层。白亮层容易剥落,所以,氮化后必须用精加工除去,因此可以把白亮层看做伴随氮化产生的一种缺陷。用氨气进行氮化,通过分解产生的原子氮被钢吸附和扩散,再和存在于钢内的Al、Cr等结合形成细小的化合物,在铁素体晶粒内引起很大畸变而使之硬化。未参与氮化的氮变成惰性分子态氮从炉中排出。不锈钢管 图中所示是混合气氛与不同温度下处于平衡的Fe-N相的关系。所以,氨的分解气和氨气的混合气体,即NH3+N2+H2的氮化气氛,可以获得具有与氨分压或者说是氨的分解率相对应的氮化铁表面的氮化层。图中所示是不锈钢钢管在500℃与550℃氮化24小时的情况下,氨的分解率、氮化量以及表面生成相间的关系。从以上结果可以看出,不在生成白亮层的氮化条件下,就不能获得充分的氮化效果。二段氮化法在氮化后期用高分解率的气氛,仅能促进氮在钢中的扩散,试图减轻白亮层。但需要注意的是,与此同时氮化铁容易从晶界上成网状析出,而成为发生剥落的原因。
