
联系我们

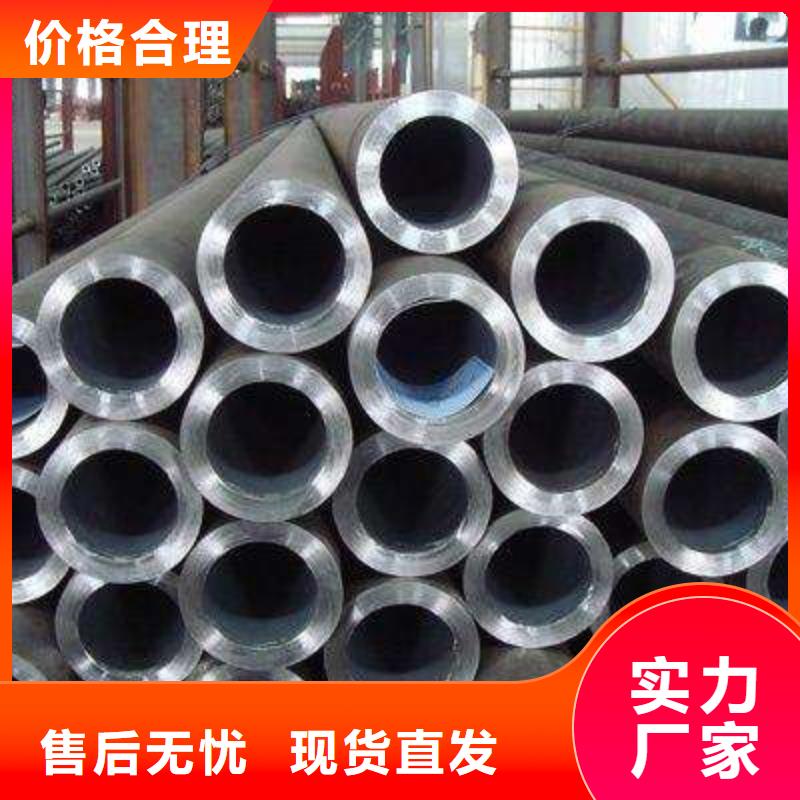
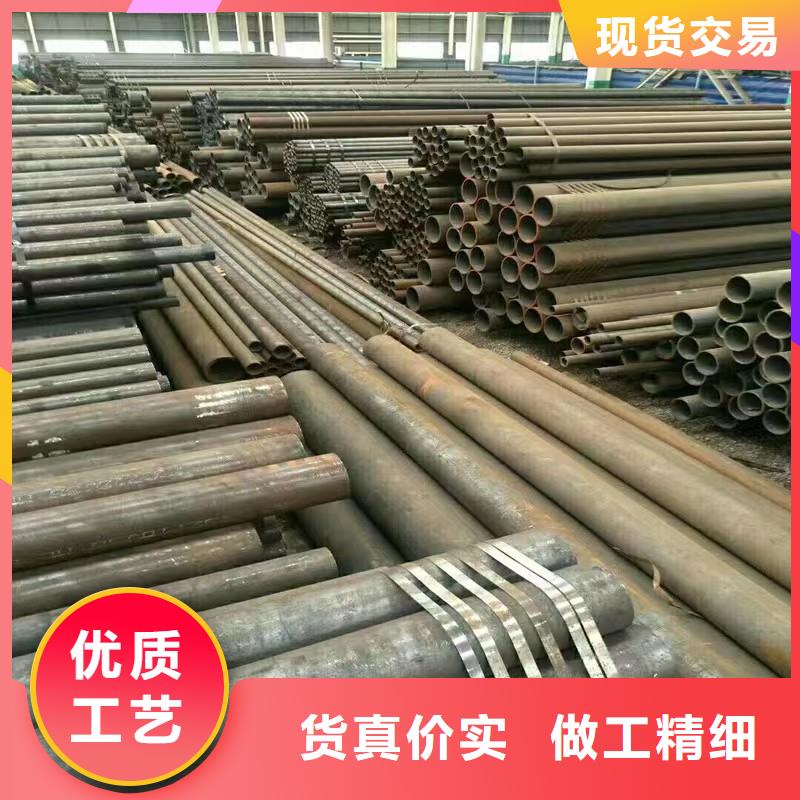
高温作业精密管
更新时间:2025-02-25 07:33:50 浏览次数:1 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |






2021年1月4日无缝钢管108*4.5mm均价?
无缝管:今日全国十大主导城市无缝管持稳,截至2021年1月4日,无缝管108*4.5mm均价5265元。与上个交易日相比未变。
4日武汉无缝管市场:临沂产57×3.5mm市价5250元,108×4.5mm市价5100元,新冶特钢219×6mm市价5150元,稳。
4日杭州无缝管市场:金宝诚57×3.5mm市价5250元,108×4.5mm市价5100元,金正阳219×8mm市价5100元,稳。
管坯面:今日天钢管坯出厂上调50元,现20#热轧管坯出厂为4500元,20连铸管坯出厂为4390元。鲁丽20#热轧管坯4560元,与上个交易日相比上调50元。
市场面:当前无缝管市场北方地区部分商家暗降30-50元,出货为主,保持低价资源利润。山东以南地区商家挺价意愿较强,当前整体需求尚可。当前管厂铺货重心已经偏移南方地区。据贸易商反馈,当前原料端挺价意愿较强开始上调,管厂后续支撑有力,多数商家对近日表示不会变化太大,持稳观望为主。受疫情影响,商家仍有一定担忧,并不打算储存过多库存,保持基本库存尚可。心态面商家表示对冬储已经不报希望,多数商家已经不打算冬储,积极观望后续走势灵活操作为主。综合来看预计近日无缝管市场将持稳运行。



1949年建国初期,我国还不能生产无缝钢管。
当时只有上海,有一点钢管改制设备,但因缺乏热穿孔机械,不能用圆钢生产无缝钢管,又无法从国外进口毛管,只能采用进口或用过的旧无缝钢管改制为其它规格的无缝钢管。
(注:虽然在新中国成立前,日本侵略者曾在东北的鞍山于1935年建了一套生产直径为70-150mm的热轧无缝钢管机组,但是在1945年日本投降后,其设备全部都被苏联拆运到了原苏联现乌克兰的乌拉尔 钢管厂。所以在新中国成立时,我国是不能生产无缝钢管的)


金海金属材料有限公司服务于全国 青海西宁异型钢管行业,建立了完善的检验体系,并以现代高科技研发为手段,以自主知识产权的先进制造工艺技术,提供全系列搭配方案供客户选择。




步入“十二五”开局之年,2010年最不赚钱的聊城无缝钢管仍将面临内忧外患的局面。中国聊城无缝钢管协会相关负责人昨天在中钢协第四次会议上表示,中国钢铁消费高增长的时代已经一去不复返了。
中钢协会长邓崎琳表示,从国际上看,与“十一五”时期相比,我国工业发展的外部环境将进一步趋紧。他说,世界经济可能正步入低速增长期,在今后一段时间,世界经济将有可能处于低速增长阶段。
他指出,未来全球供需结构将出现明显变化,现在发达 纷纷谋划经济结构的深度调整,实施以先进制造业为核心的再工业化,谋求振兴制造业,扩大出口。同时,新兴经济体和发展中 也在加速发展具有自身比较优势的产业和技术,与我国传统优势产业的国际竞争将更加激烈。
据介绍,在我国出口钢材中,向韩国出口占20%。邓崎琳表示,由于韩国新增钢铁生产能力1500多万吨,因此我国向韩国出口将减少,加上欧美对我国实施出口限制措施等等,继续保持2010年的出口数量难度非常大,很难像去年那样把增产钢中的40%都用于出口。
邓崎琳表示,由于 把转变经济发展方式作为主线,因此未来我国钢材需求的规模和重点将发生变化,钢材的消费强度将下降。他指出, 严控“两高一资”产品扩大出口,钢材的国内需求增幅将明显回落;同时,节能减排和淘汰落后还将继续起到遏制产能释放的作用。


无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数精确测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应精确测量2个传热系数的溫度,并在焊接两边焊接传热系数。


