


<忻州>神悦钢材有限公司47659
对于忻州防腐螺旋管来说一般常用的有布氏、洛氏、维氏硬度三种。 1、维氏硬度(HV)维氏硬度试验也是一种压痕试验方法,是将一个相对面夹角为1360的正四棱锥体金刚石压头以选定的试验力(F)压入试验表面,经规定保持时间后卸除试验力,测量压痕两对角线长度。维氏硬度值是试验力除以压痕表面积所得之商,其计算公式为式中:HV--维氏硬度符号,N/mm2(MPa); F--试验力,N; d--压痕两对角线的算术平均值。维氏硬度采用的试验力F为5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六级,可测硬度值范围为5~1000HV。 2、布氏硬度(HB)用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)布氏硬度值是以试验力除以压痕球形表面积所得的商。3、防腐螺旋钢管的洛氏硬度(HK)洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。即,在初邕试验力(Fo)及总试验力(F)的先后作用下,将压头压入试样表面,经规定保持时间后,卸除主试验力,用测量的残余压痕深度增量(e)计算硬度值。
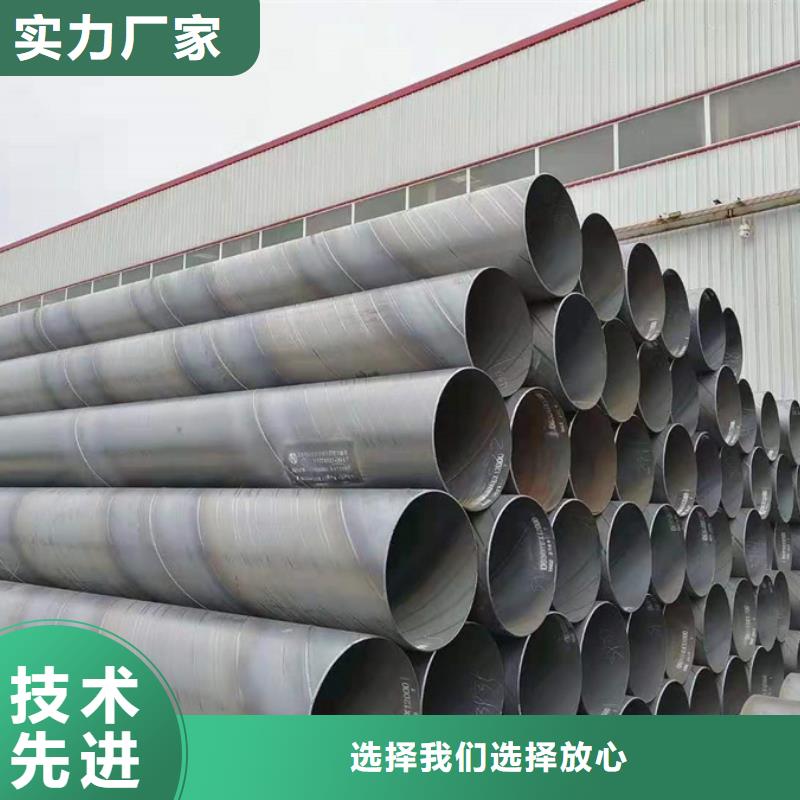
2.忻州大口径螺旋管在工业厂房工业厂房( industrial factory building)可分为轻型、中型和重型工业厂房。其主要根据是否设置吊车以及吊车吨位的大小和运行频繁程度而定。由于工业厂房跨度和柱距大、高度高,设有工作繁忙和起重量大的起重运输设备及有较大振动的生产设备,并需要兼顾厂房改建、扩建要求,常采用由钢柱、钢屋架和钢吊车梁等组成的全钢结构。例如:炼钢车间、锻压车间等。近年来,轻型门式刚架结构在工业厂房中的应用十分普遍。螺旋钢管在钢结构的应用范围 3.忻州大口径螺旋管高层结构高层结构( high-rise structure),房屋越高所受侧向水平作用如风荷载及地震作用的影响也越大。采用钢结构可减小柱截面,减小结构质量,增大建筑物的使用面积,提高房屋抗震性能。尤其是超高层结构,能充分发挥钢结构强度高,塑性、韧性好,抗震性能优越等优点。其结构形式主要为多层框架、框架-支撑结构,框筒、巨型框架等。近年来,随着我国钢产量的逐年增加,钢结构在多层、高层、超高层建筑中的应用将会更加广泛。如上海环球金融中心、上海中心大厦。

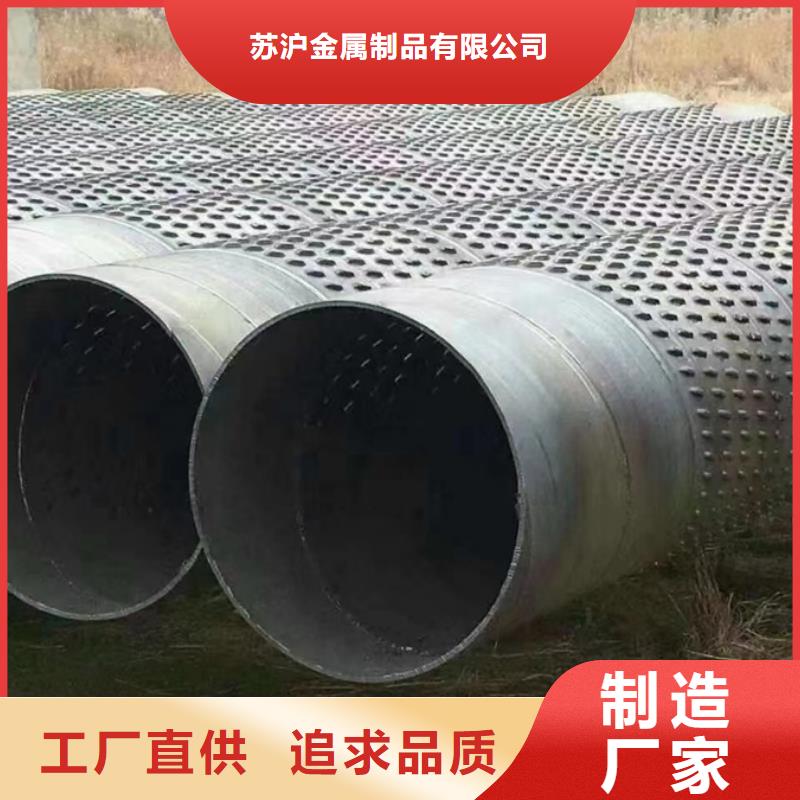
忻州防腐螺旋管是一种以带钢卷材为原材料制成的螺旋缝钢管,通常在一定温度下挤压,并通过自动双丝双面埋弧焊进行焊接。主要生产工艺如下:带钢卷,焊丝和焊剂。在使用之前,必须使用单丝或双丝埋弧焊对带钢的头部和尾部之间的对接进行严格的物理和化学检查。将防腐螺旋钢管轧制成钢管后,使用自动埋弧焊进行修补焊接。修边,表面清洁,输送和翻边前处理使用电接触压力表控制输送机两侧的滚筒压力,以确保带材的平稳输送。采用外部控制或内部控制的辊压成型。焊接间隙控制装置用于确保焊接。接缝间隙满足焊接要求,并严格控制管径,错位量和焊接间隙。内部和外部焊接由美国林肯电焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。所有焊缝均通过在线连续超声波自动探伤仪进行检查,以确保螺旋焊缝的无损检测范围。如果有缺陷,防腐螺旋钢管将自动报警并喷洒标记,生产工人将根据此随时调整工艺参数,并使用空气等离子切割机将钢管切割成单管。切成单根管后,每批三个钢管必须经过严格的检查系统,检查机械性能,化学成分,焊缝的熔合状况,钢管的表面质量以及无损检查,以确保确保制管过程合格,然后正式投入生产。焊缝上带有连续声探伤痕迹的零件将被手工超声处理。用X射线检查是否有缺陷,修复后再次进行无损检查,直到确认缺陷是带钢对接焊缝和D型接头的管子与防腐螺旋钢管缝相交为止,防腐螺旋钢管都经过X射线电视或胶片检查。确保每个钢管都经过静水压力测试,并且压力采用径向密封。试验压力和时间由钢管液压微机检测装置严格控制。通过对管端进行机械加工,可以自动打印并记录测试参数,防腐螺旋钢管从而可以控制端面的垂直度,斜角和钝角。期待与您的合作! 螺旋钢管为提高防腐,涂油,包装效果,希望钢管表面光滑的用户也日益增多。


忻州防腐螺旋管生产要提示我们的是,双面埋弧螺旋管焊缝处理方面应该注意一些事项要点。如果间隙过大,就会造成邻近效应减少,涡流热量不足焊缝质检结合不良产生裂缝。间隙过小就会造成邻近效应增大,焊接的热量过大,以至于焊缝烧毁损坏。管坯的两个边缘加热到焊接的温度之后,在挤压辊的挤压下,形成深坑,影响焊缝的表面质量。螺旋管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂。 如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。 1.忻州防腐螺旋管修口 为了保证焊接质量,焊接前要进行全面检查和纠正,使螺旋钢管的端部,斜角,钝边,圆度等符合接口要求。尺寸,个别钢管的需要在别处做坡口加工时,采用气焊切割,除去炉渣,然后用砂轮磨削。 操作流程是:检查接口连接器的尺寸→清除气室→确定并调整钢管的纵向接缝错开位置→ 管线的直线度→调整对口的间隙尺寸→调平口→直角→直线→点焊接