










焊前預備
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜清除掉,清除順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側清除范圍應不小於50mm。清除油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法清除表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷清除至露出金屬光澤,兩側的清除范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
氩弧焊培训专业 学制30天 学习平焊、角焊、立角焊、管对接、管板接等不锈钢装饰焊接、打磨、刨光表面处理技术。另学习铝\铜横焊的焊接技术。本阶段完成后能够独常用的氩弧焊焊接工作。掌握焊接工艺及特点、氩弧焊工艺参数及特性、氩弧焊操作实训、职业道德等。
气焊专科(学期1个月) 学习气焊的平焊、立焊、角焊、立解焊、管的滚动焊,管的横焊,管的水平固定焊,管板的水平固定焊,管板的坐骑式焊接技术,并学习焊铜、焊铝的技术。
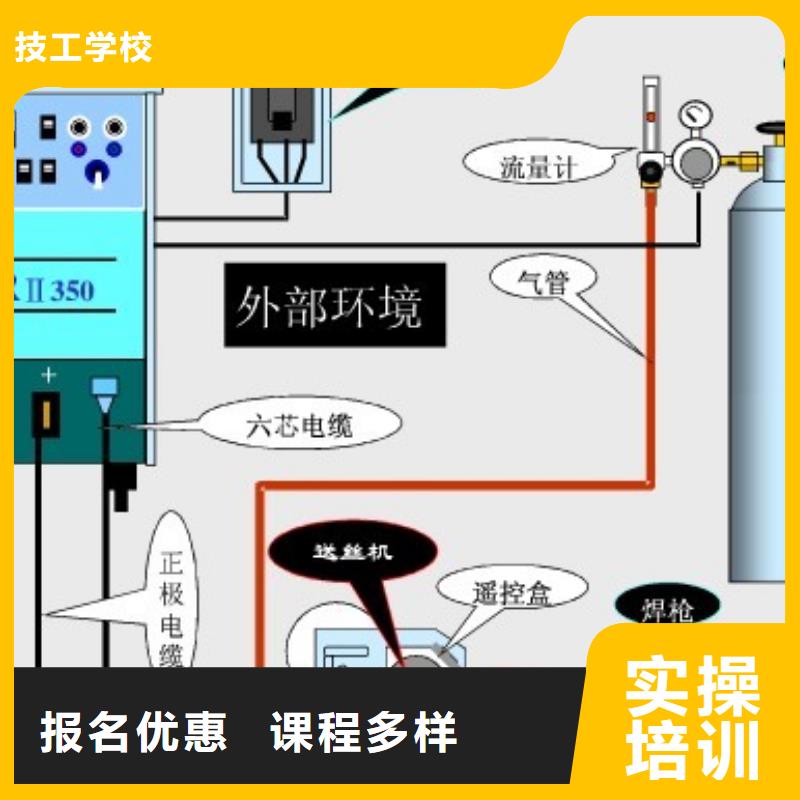
目前焊接系统的特点
1. 机械装置
点焊机系统由机械装置、供电装置、控制装置三大部分组成。点焊机为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。通常状态为焊钳短行程张开,当把控制按钮切换到“通电”位置扣动手柄开关则焊钳夹紧加压,同时电流在控制系统控制下完成一个焊接周期后恢复到短行程张开状态。
2. 供电装置
主电力电路由电阻焊变压器、可控硅单元、主电力开关、焊接回路等组成。目前,我们采用的焊接设备是功率200kVA、次级输出电压20V的单相工频交流电阻焊机。由于多种车型共线生产,焊钳要焊接高强度钢板和低碳钢薄板,
电气焊高级班
主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。
学习对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。
学习对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。
