


我们的冷拔管产品优势特点产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:冷拔管产品优势特点的图文介绍


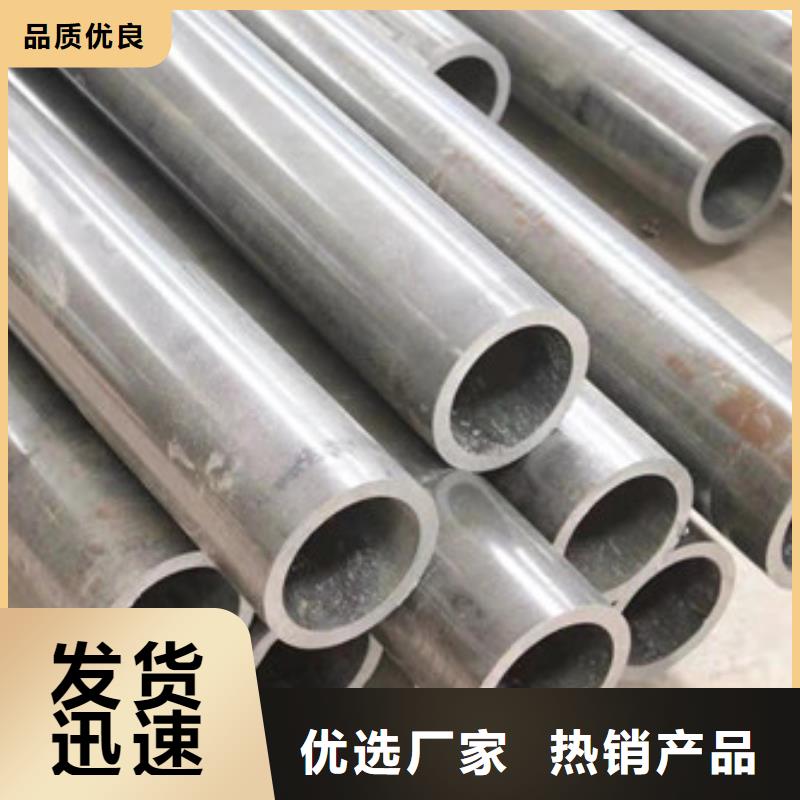
冷拔管也是我们在生活当中非常常见的一种钢铁制品,当我们在进行使用以及铸造的时候需要注意那些问题呢?无论是什么样的钢铁制品在进行制造的时候都应该分外小心,不然制造出来的冷拔管就是不合格的产品,是不可以进行售卖的,还有就算卖出去,像这样有缺点的冷拔管,在进行使用的时候也非常容易出现问题,所以当我们在进行铸造的时候就应该非常注意这些问题。在进行铸造的时候“退火”就基本的决定了冷拔管的柔软性的好坏了。假如我们想要辨别一下这个冷拔管在进行铸造的时候是否出现问题的话,我们可以选择将冷拔管进行弯曲,假如出现断裂的话,这样就证明这种冷拔管,在进行铸造的时候应该就是因为在进行退火的时候没有掌握退火的工序。像我们在进行退火的时候,应该按照生产冷拔管的标准规定来进行执行,现在我们在制造冷拔管的时候一般使用的是自动化调温的系统,这样在铸造冷拔管的时候,就避免了人为出现的过错。



精拉管业有限公司位于汇通国际金属物流园A121,公司主营产品 山西阳泉冷拔管,我们拥有一支引领技术潮流的工作人员,一批高素质的管理人员。规模化的企业、高质的配送及仓储,得到广大客户的认可与信赖,从而形成了高速的资源服务网络,实现可双赢的价值。 目前,我公司正如稚鹰展翅,本着“质量di yi、信誉di yi、顾客di yi”的宗旨,竭诚为阁下提供优质的产品和满意的服务!



冷拔管技术包括连轧、冷拔管、三辊轧管、CPE顶管、挤压管等。其中20#冷拔管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。
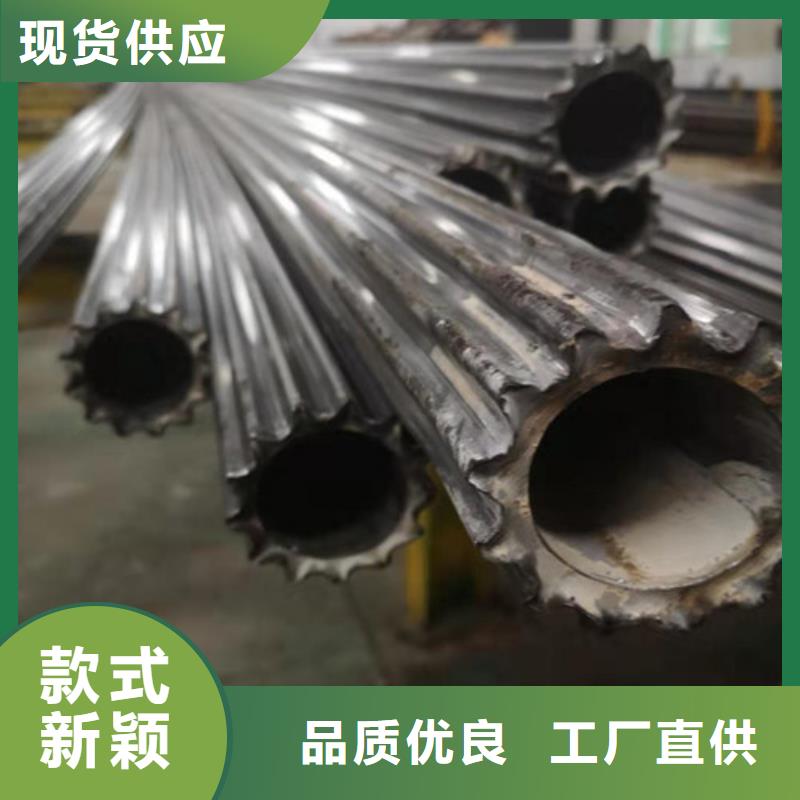
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。



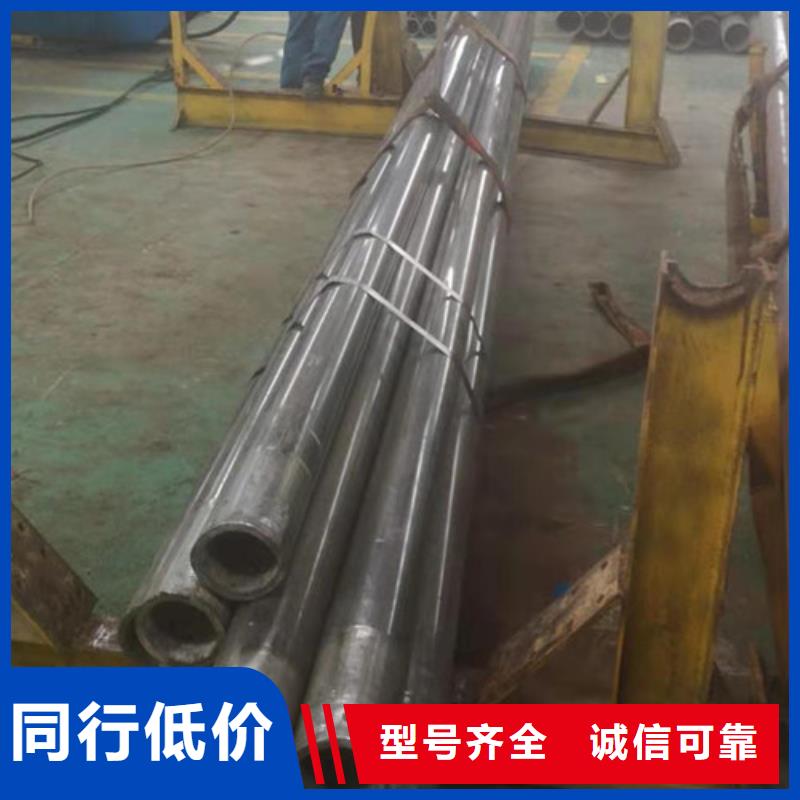
冷拔管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧冷拔管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足冷拔管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧冷拔管焊接,从而获得稳定的冷拔管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。
