

准备好领略直缝焊管规格重量表直缝焊管尺寸规格表现货充足产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:直缝焊管规格重量表直缝焊管尺寸规格表现货充足的图文介绍
山特金属制品有限公司主要从事 湖北宜昌无缝合金钢管,公司坐落于经济开发区汇通国际金属物流园,公司技术雄厚,生产设备先进,公司建立以来一直秉持“以人为本,勇于创新,追求卓越,互利共赢”的企业理念。质量是企业生命的原则,实行全面员工参与的质量管理方针,对于产品的制造,我们不会仅以达到标准就得以满足,停止脚步。而是在允许的范围内超越标准,向客户提供更为优质的产品与服务。



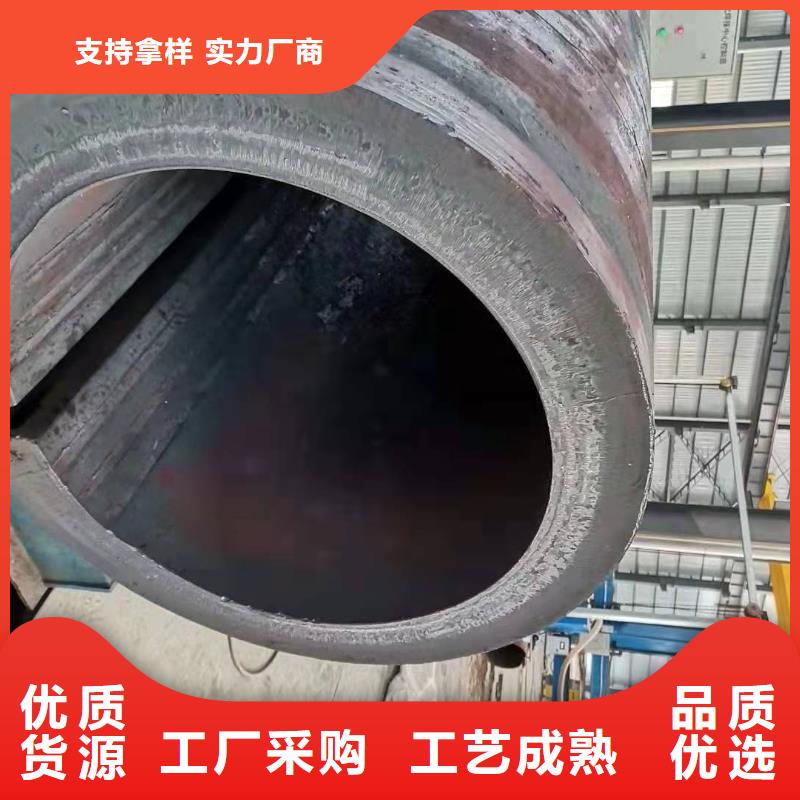
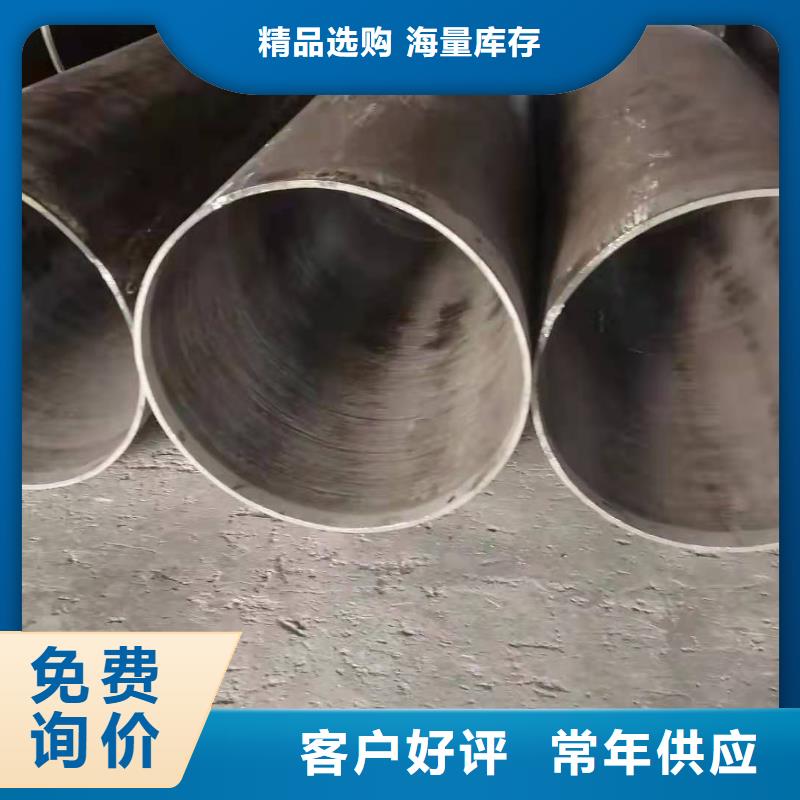
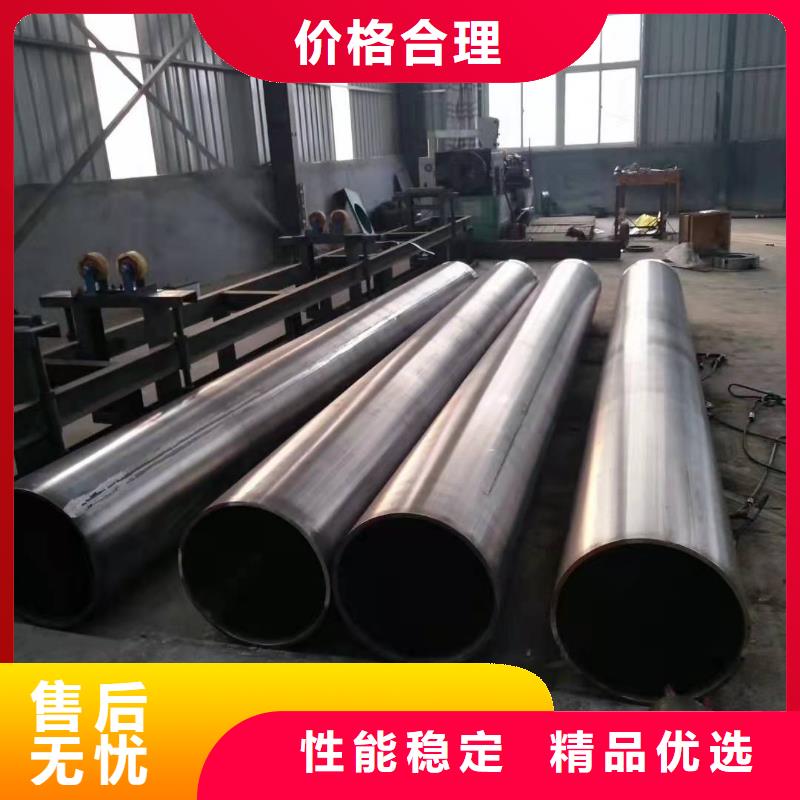
公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。 钢板卷管托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。



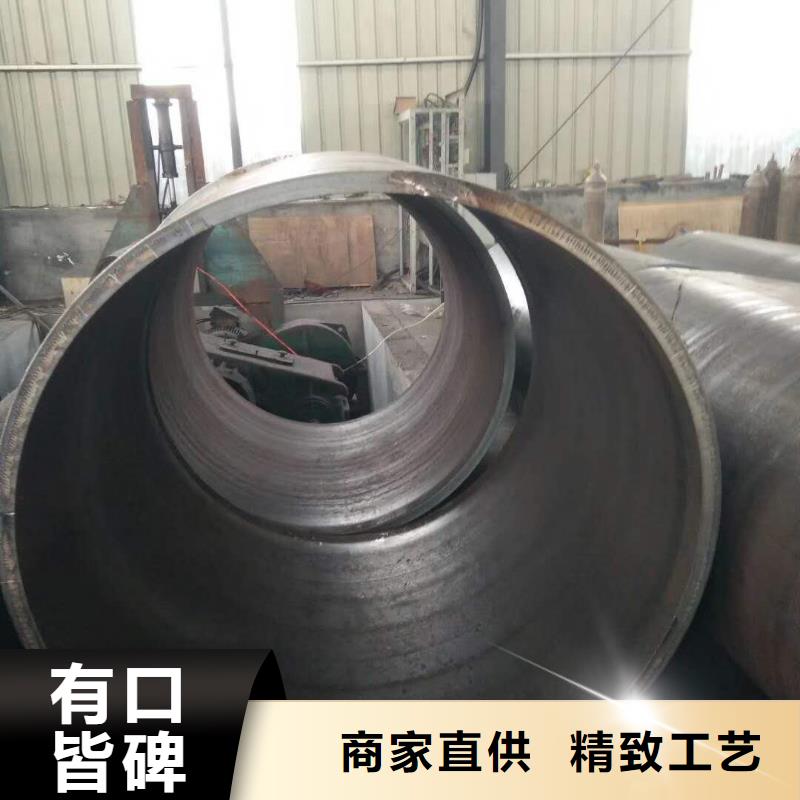
焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。 采用空气等离子切割机将卷管切成单根。 切成单根Q345B钢板卷管后,每批卷管头三根要进行严格的首检制度,检查焊缝的力学性能,钢板卷管厂,化学成份,溶合状况,Q345B卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。


首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



