



我们精心制作的【弯管中频弯管认准大品牌】产品视频已经准备就绪,探寻【弯管中频弯管认准大品牌】产品背后的故事,视频带你走进精彩世界!
以下是:【弯管中频弯管认准大品牌】的图文介绍
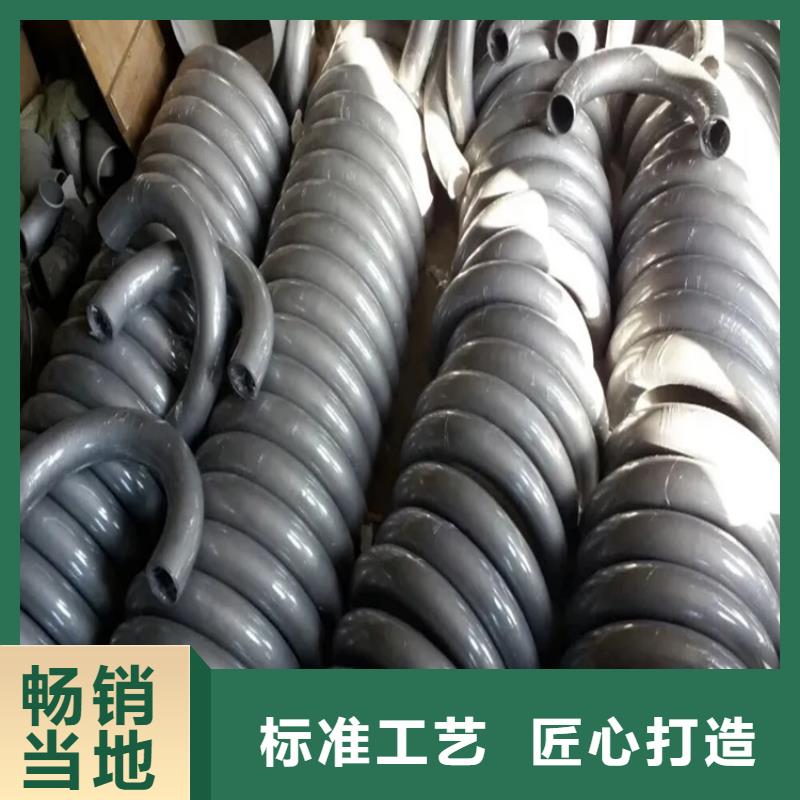
产品优势图


我国全自动弯管机设计技术面临的问题 自2009年年底以来,欧洲机床制造商接受的一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。 全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。 常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。 电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。



使用方法。现提供R。(弯曲半径/管外径)关系曲线图,供用户在选择管子直径与壁厚关系时参考。反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。

产品案例

公司实力

于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。

航萧管件有限公司坚持创新、诚信守约,是福州永泰市级科技创新示范企业并连续多年被评为信用企业和消费者满意单位,目前已与国内外多家客户建立了长期合作关系,成为他们在中国的优质 福州永泰中频弯管供应商. “实力铸就品牌,诚信谛造未来”,精心做事,诚信待人,欢迎广大客户随时拨打全国统一热线,我们期待与您合作,共创美好明天。


