


联系我们

16mn螺旋管9米定尺
更新时间:2025-02-16 14:45:26 浏览次数:1 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |



nmgsy<张掖>神悦钢材有限公司
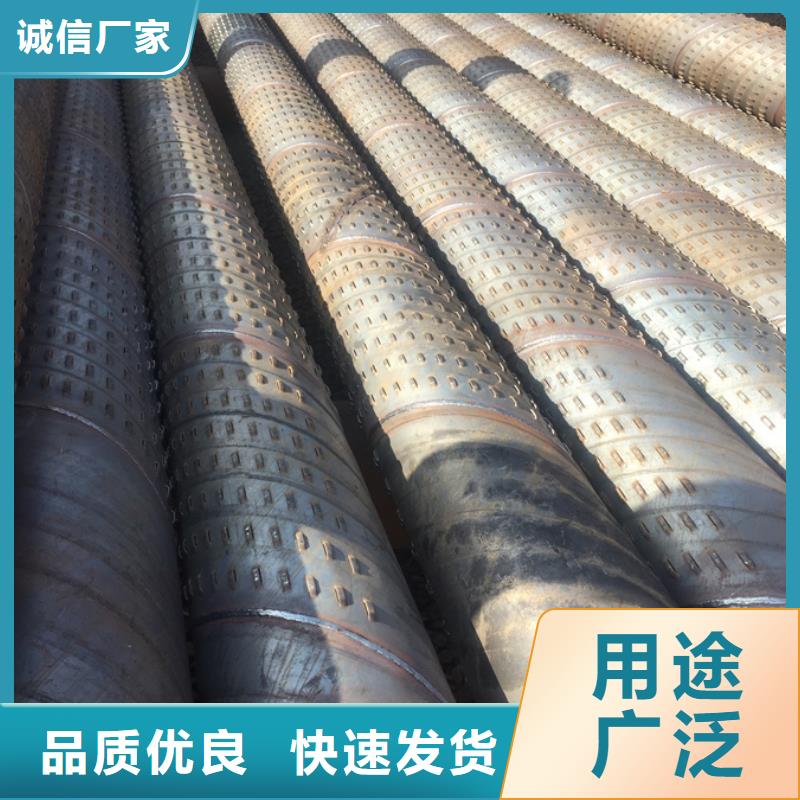
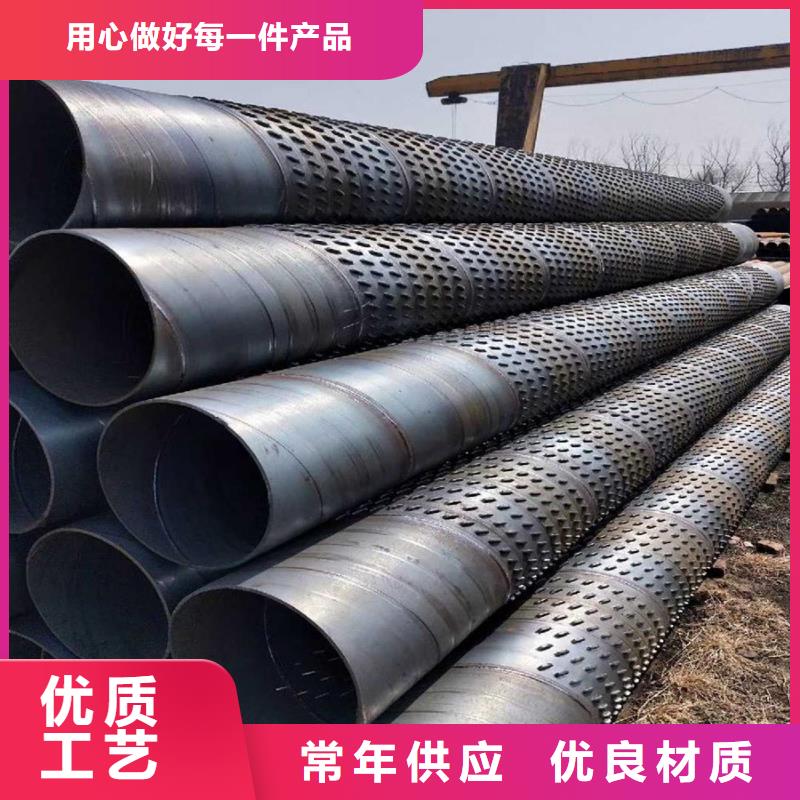
张掖螺旋管主要用于供水工程、石化工业、化工、电力、农业灌溉和城市建设。用于液体运输:给排水。天然气运输:天然气、蒸汽、液化石油气。结构用途:用于桩管和桥梁;用于码头、道路、建筑结构等。 张掖螺旋管的主要技术特点: 1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢管规格有更多要求。 2.先进的双面埋弧焊技术能实现 位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。 3.张掖螺旋管为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。
采购螺旋钢管的时候您要确定好以下问题: 一、张掖Q355B螺旋管使用场景,工程项目的设计要求。这样才能确定规格以及相关的参数,有了规格才能确定螺旋钢管大致多少钱一米或是多少钱一吨? 二、张掖Q355B螺旋管规格确定之后,要确定标准、厚度,材质,碳钢含量,这些因素就体现了对螺旋钢管的质量要求条件。也是确定螺旋钢管的的一个必要的条件。 三、张掖Q355B螺旋管在核算成本的时候,项目施工地才好核算大致的运输费用,运输距离的远近以及规格是会影响运费的,螺旋钢管规格不一样,运输费用可能会大不一样!


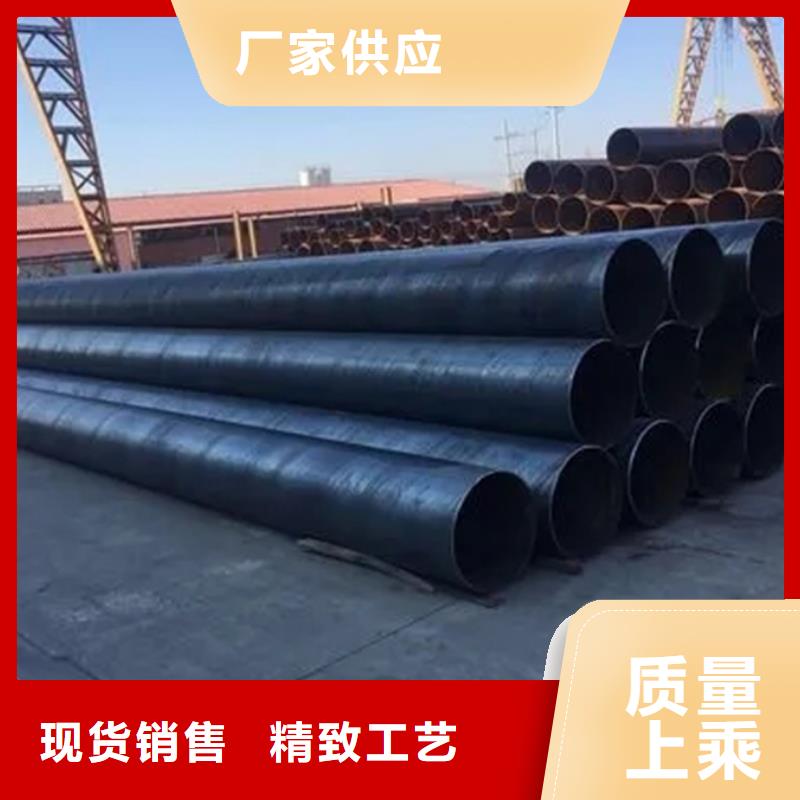
张掖防腐螺旋管生产要提示我们的是,双面埋弧螺旋管焊缝处理方面应该注意一些事项要点。如果间隙过大,就会造成邻近效应减少,涡流热量不足焊缝质检结合不良产生裂缝。间隙过小就会造成邻近效应增大,焊接的热量过大,以至于焊缝烧毁损坏。管坯的两个边缘加热到焊接的温度之后,在挤压辊的挤压下,形成深坑,影响焊缝的表面质量。螺旋管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂。 如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。 1.张掖防腐螺旋管修口 为了保证焊接质量,焊接前要进行全面检查和纠正,使螺旋钢管的端部,斜角,钝边,圆度等符合接口要求。尺寸,个别钢管的需要在别处做坡口加工时,采用气焊切割,除去炉渣,然后用砂轮磨削。 操作流程是:检查接口连接器的尺寸→清除气室→确定并调整钢管的纵向接缝错开位置→ 管线的直线度→调整对口的间隙尺寸→调平口→直角→直线→点焊接
二. 张掖防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。