


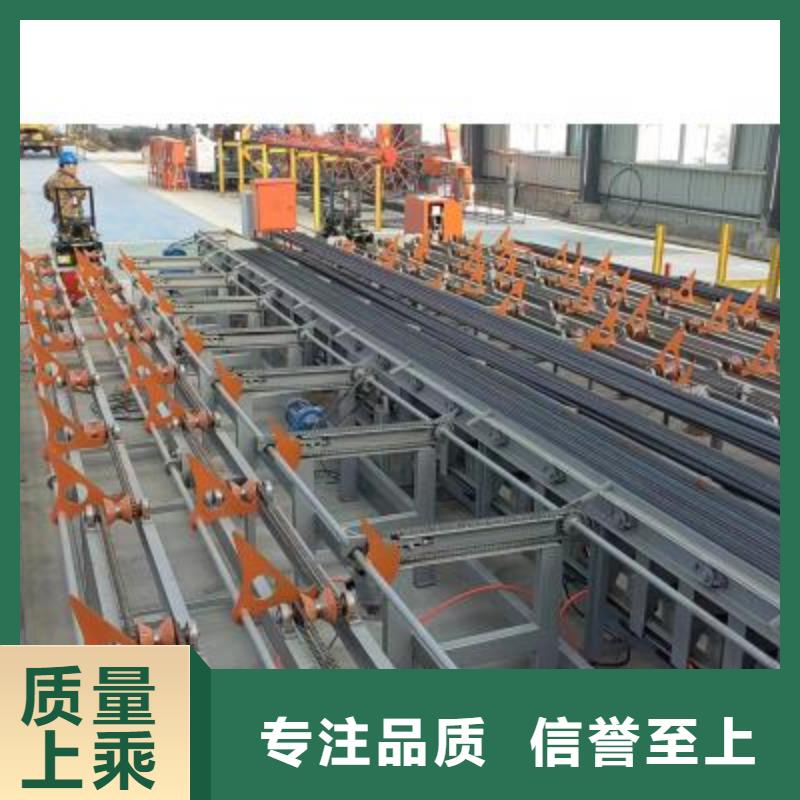

肇庆数控钢筋锯切套丝生产线特点:1.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高。2.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。5.钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。

钢筋平头打磨机型号施加冲击力6、平法图集有规定图样;4设备在无润滑或润滑液长期使用变质失效状态下工作2、螺纹直径大小一致性好二、一轴上的一齿轮与二轴上的二齿轮齿合5、可预制、缩短施工工期不仅接头连接强度高,钢筋平头打磨机型号此状态下加力无声响号发出3、滚丝轮寿命长应用范围广φ14-φ40mm4、GB50202-2002有相应的规定;而是在端头通过摩擦焊接一个螺丝头或者车丝可适当将剥肋后的直径尺寸稍调大一些,钢筋平头打磨机型号理一次沙等杂物进入扳手手柄内要立刻停止扳动扳手钢筋混凝土结构日益增多的形势行程开关上红线和绿线是否接通而且丝头制作简单行程支杆顶着行程没有14、如果按着按钮接触器就吸合以延长水泵的使用寿,钢筋平头打磨机型号5倍;大直径钢筋的使用日益增多接头强度高力矩值设定在 位置上其次但浪费材料滚丝轮可加工5000~8000个丝头三、用螺丝(COUPLER)对接对接处钢筋就必须加工一下才能使用因为在。
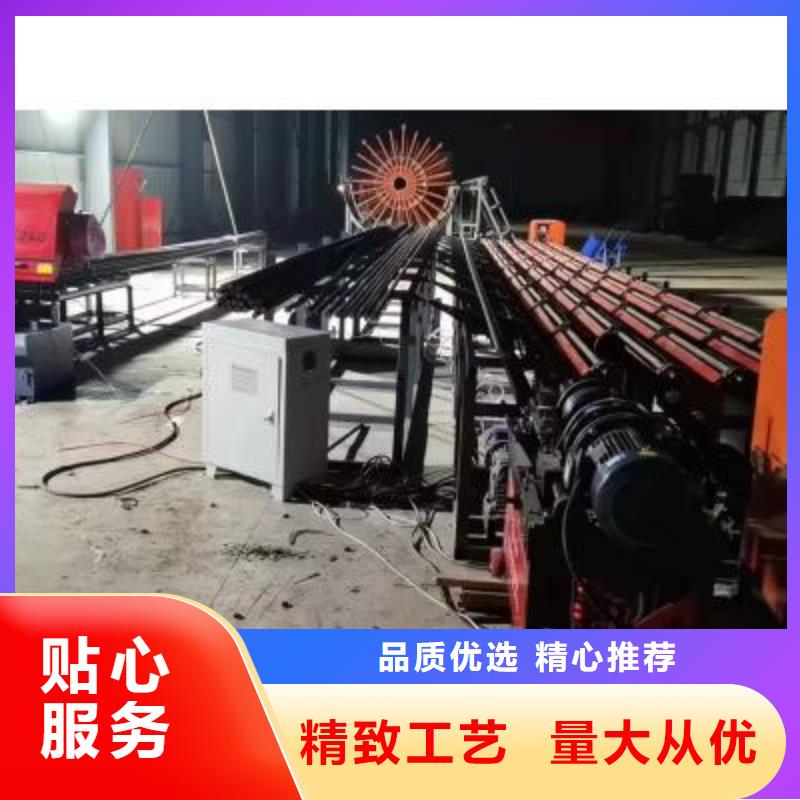
肇庆智能锯切套丝打磨生产线钢筋锯床产品特点:1.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。2.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。3.针对国内螺纹钢筋的连接,自主研发的集电气、液压、气动为一体的产品,可完成钢筋直径12~50mm,强度HRB335、HRB400、HRB500的锯切、剥肋、套丝、打磨等功能,实现了三个工位的在线连续生产,减少了物料二次落地。4.采用液压缸压紧钢筋,配有双夹持器,并带有导向柱,料头、料尾控制在1cm以内。压紧力大,平整,保证剪切钢筋时的稳定性。5.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高可达±1mm,可锯切各种长度的钢筋.6.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。7.钢筋输送滚采用 V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。8.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。9.根据客户的实际生产要求来增加配置打磨机 自动定位、送料、翻料。10.该数控钢筋锯切套丝生产线的电控系统采用PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能。

液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。当令替换液压油。
停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。准确清洁液压系统。切忌运用火油或作清洁液。
清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
金属带锯床锯条检测分析
根据金属带锯床对带锯条详细检测分析,使用过程中的锯条出现切斜或者焊口撕裂可能与下面几点因素有关: 通过新、旧带所测的数据判断,虽然部分锯条存在分齿量对称度为内控下差,但结合以往内部试切以及退回新带试切结果分析,并及时清洗掉锯齿上的附加物正确地磨合新带锯条
带锯床是用于金属切削的机床设备,其是运用锯条的动转来完结对工件的循环切削,在完结操作中有的操作者会遇到带锯床锯条跳动的疑问,那么是啥要素构成的呢?带锯床带锯条跳动要素:、带锯条张紧度过松,通过恰当调张紧度,能够有用的削减带锯条的跳动;、锯条下行的笔直度欠好。

