




想知道弯管【H型钢拉弯】快捷物流产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:弯管【H型钢拉弯】快捷物流的图文介绍
我厂坐落于经济开发区崂山路物流院内,交通条件便利,技术实力雄厚,经济后盾强大,市场前景广阔。航萧管件有限公司生产设备齐全,配套能力强,有一整套严格的【荆门钟祥中频弯管】生产管理体系和质量保证体系并拥有一支素质良好的员工队伍,在【荆门钟祥中频弯管】产品的生产方面,已形成一整套独特可靠的工艺流程与生产方法,【荆门钟祥中频弯管】产品规格齐全,合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各建立了稳固的供货体系,同使用单位建立了良好的经营体系。 公司愿与各地的新老客户共同搭起一座智慧的桥梁!与您共同发展灿烂美好的明天!


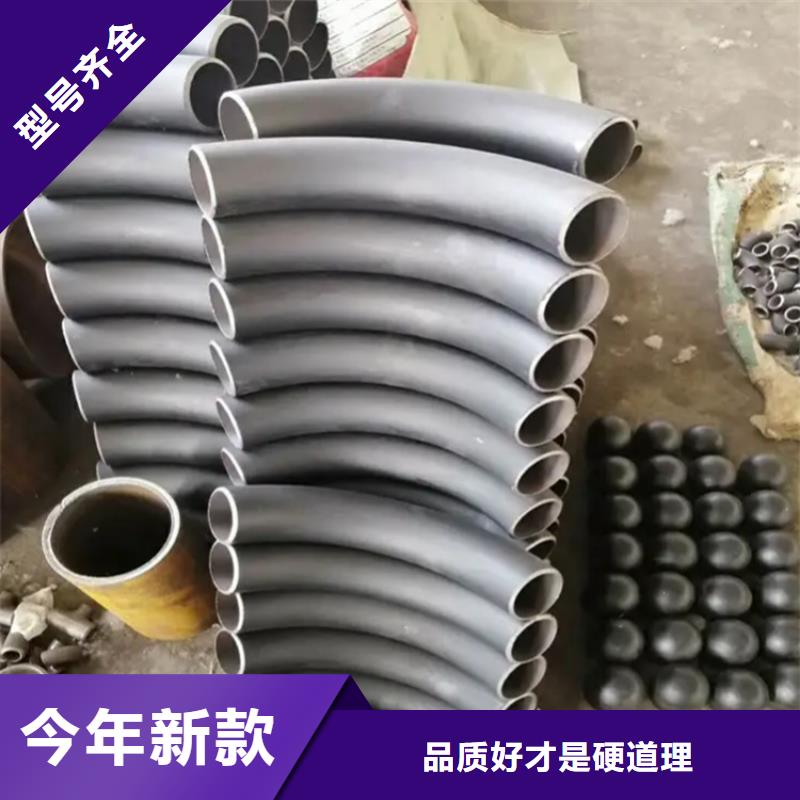
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。


数控液压弯管机的工作原理 1.数控液压弯管机机械部分主要由专管夹紧装置.弯管传动装置.助推装置.床身以及弯管模等组成。 2.弯管原理如下:弯管模固定在在主轴上并随主轴一起转动,管子就被缠绕在弯管模的周向上,弯管模的旋转角度 即为弯曲角度,在同一根管件上可以实现同半径三维多弯,主要有直线送料.空间转角以及弯管三大动作,在完成个弯管角度后,管件送到下一个弯曲位置并连过一空间转角,在进行下一个弯,即可得到相同弯曲半径的空间弯管,弯管模决定了管件的弯曲半径。 3.PLC在液压弯管机控制系统的应用,克服了由继电接触器控制系统容易受环境干扰.故障率高和维修困难等缺陷。



弯管生产加工公司是不是必须增加机器设备资金投入?无论是以中国還是海外,就现阶段的发展趋势状况来剖析得话,在热煨弯管生产加工生产流水线层面实际上全是向着向着大口径、大壁厚及其高钢级方位发展趋势。在具体工作中,也大部分全是选用高频电磁感应加热,微型机主要参数操纵的精益生产方式。下边人们就以某弯管生产加工公司来进行表明。 ,该生产商在中国该制造行业中具备一定的象征性,不但技术设备优秀,有着好几条优秀生产流水线,并且在诸多工程项目中完成了热煨弯管生产加工生产制造的每日任务。而现如今以便扩张生产规模,提高公司生产制造水准,必须导入一条优秀的生产流水线。据统计,该生产制造先能够 完成较大生产加工直徑1620mm,壁厚40mm。 除此之外,在开展弯管生产加工工作的情况下,不但维持稳定,并且可以做到24米的放料长短。该系统软件的拐臂旋转、卡头开闭及其半经调整等应用的是液压传动系统,姿势靠谱优秀。在加温层面也是选用的现如今更为优秀的整流电源,输出功率调升便捷精确。 弯管生产加工公司是不是必须增加机器设备资金投入? 值得一提的是,此条生产流水线所应用的自动控制系统也十分强劲,该全自动自动控制系统功能齐全,所应用的关键操纵元器件间完成了现场总线通信,出示对外开放的网线端口,可以巨大的考虑公司对信息化管理和自动化技术的要求。并且工作台和控制箱也选用的是电子计算机控制系统,全线完成弯管生产过程智能化,彻底替代了人工服务实际操作。 从之上所剖析的內容看来,有效的提升弯管生产设备的资金投入成本费,将可以为制造业企业的具体工作中产生挺大的协助,另外还可以非常好的提高公司的整体实力水准。



