


以下是H型钢,钢塑复合管来图加工的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:H型钢,钢塑复合管来图加工的图文介绍

“诚信经营、不断创新、顾客至上”是万弗莱钢有限公司的长期任务和目标,不论新老朋友,不论业务大小,我们都将竭诚为您提供满意的服务!公司全体员工热忱欢迎各地朋友前来洽谈 吉林四平钢塑复合管业务,共谋发展!



为了改善汽车板的耐腐蚀性,将扩大热镀锌钢板的使用率。因此,现代化的连续热镀锌机组除生产DQ、DDQ、EDDQ、SEDDQ等低碳深冲软钢外,还将高强度钢板引入了热镀锌机组生产,因此DP钢、TRIP钢、TWIP钢等几种适用于汽车的高强度镀锌钢板成为目前的研究热点。对于高强镀锌板,除了要满足高强度要求以外,其镀层还要满足耐蚀性、可成型性等要求。水洗角钢清除角钢表面的碱水、酸洗溶液残留等,以及杂质或铁盐类附着物。浸渍助镀液,使镀锌角钢表面得到进一步清洁,保护角钢表面在浸锌之前,减少或不再发生二次生锈。烘干温度必须达到足够蒸发助镀液复盐盐膜里残余水分的温度值,但不应超过150℃,因为温度过高,氯化锌的结晶水也会蒸发,这就是工程上所说的“烘干烧失”现象:这种结晶水对浸锌过程是有益的,结晶水会产生两种羟基酸,它们将可分解钢铁角钢浸入锌液时表明所形成的氧化锌层。热浸镀锌、热浸锌、漫锌角钢浸入温度为450℃±5℃(不同类型、大小、蓄热能力的角钢,选择的锌液温度会有调整)的纯锌液中,达到一定时间后引出,角钢表面获得一层连续的,含有Zn-Fe合金相层和纯锌层的复杂结构的镀锌层。镀后冷却、钝化镀锌角钢从锌液中引出后,为防止高温状态下覆附在角钢表面上的Zn-Fe合金反应继续发生,减少锌液的进一步氧化,快速形成稳定的镀锌层,需要快速冷却。镀锌角钢的精整旨在清除角钢附着在镀锌层表面的锌灰,挂瘤、锌渣等。并对“漏镀”的位置进行修补处理。镀锌层的检验和测定、角钢外观检查等。对于不合格的热镀锌角钢需要返工重做,合格的热镀锌角钢则进行入库打包、存放,以备交货。干燥时,要防止因叠管、错位及弯管造成的危害,防止干燥温度超过60℃及局部过热。加强管理,尽量将干燥时产生的水蒸汽引出室外排放。因为镀锡板的耐蚀性与Sn-Fe合金层有很大关系W,因此,控制合金层生长十分重要。影响Sn-Fe合金层结构与性能的因素在实践中可以发现,不同生产的镀锡板其耐蚀性不同,这种偏差来自于镀锡板在制造过程中的各个工序,和原板也有关系。要获得耐蚀性优良的镀锡板,必须楚这些影响因素。般来说,如杲钢基板含有大量的马氏体,镀锡板的耐蚀性会大大提篼,并且钢基板完全是马氏体钢时,可获得 的耐蚀性。还发现,若马氏体未经回火的话,基板的耐蚀性会更好。



外观质量
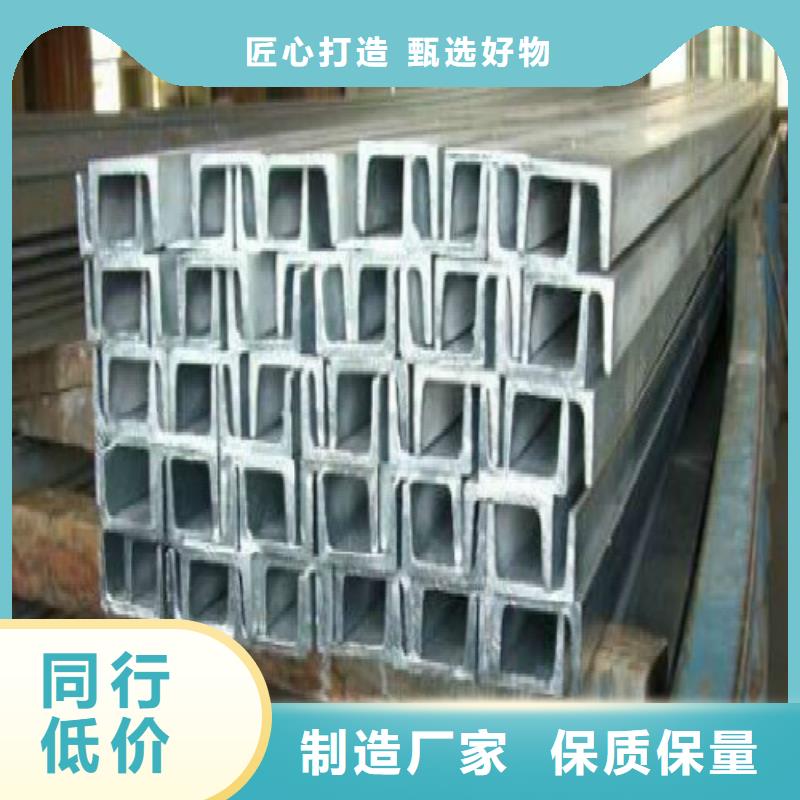
Q345B角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。
角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。
化学成分
(1)成分指标:角钢的化学成分属一般结构用轧制钢材系列,主要验证指标为C、Mn、P、S四项。根据牌号不同,含量各有差别,大致范围为C<0.22%、Mn:0.30—0.65%、P<0.060%、S<0.060%。
(2)检验方法:检测上述化学成分时,常用的标准检验方法有GB223、JISG1211—1215、BS1837、BS手册19、ГОСТ22536等。
规格标准
GB/T2101-2008(型钢验收、包装、标志及质量证明书的一般规定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(热轧等边/不等边角钢尺寸、外形、重量及允许偏差);JISG3192-94(热轧型钢的形状、尺寸、重量及其容许差);DIN17100-80(普通结构钢质量标准);ГОСТ535-88(普通碳素型钢技术条件)。
根据上述标准的规定,Q345B角钢应成捆交货、其捆扎道次、同捆长度等应符合规定。角钢一般属裸装交货,运输和储存均需要注意防潮。
机械性能
(1)检验方法:
①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。
(2)性能指标:考核角钢性能的检验项目主要为拉伸试验和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
Q345B角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。
角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。
化学成分
(1)成分指标:角钢的化学成分属一般结构用轧制钢材系列,主要验证指标为C、Mn、P、S四项。根据牌号不同,含量各有差别,大致范围为C<0.22%、Mn:0.30—0.65%、P<0.060%、S<0.060%。
(2)检验方法:检测上述化学成分时,常用的标准检验方法有GB223、JISG1211—1215、BS1837、BS手册19、ГОСТ22536等。
规格标准
GB/T2101-2008(型钢验收、包装、标志及质量证明书的一般规定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(热轧等边/不等边角钢尺寸、外形、重量及允许偏差);JISG3192-94(热轧型钢的形状、尺寸、重量及其容许差);DIN17100-80(普通结构钢质量标准);ГОСТ535-88(普通碳素型钢技术条件)。
根据上述标准的规定,Q345B角钢应成捆交货、其捆扎道次、同捆长度等应符合规定。角钢一般属裸装交货,运输和储存均需要注意防潮。
机械性能
(1)检验方法:
①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。
(2)性能指标:考核角钢性能的检验项目主要为拉伸试验和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。


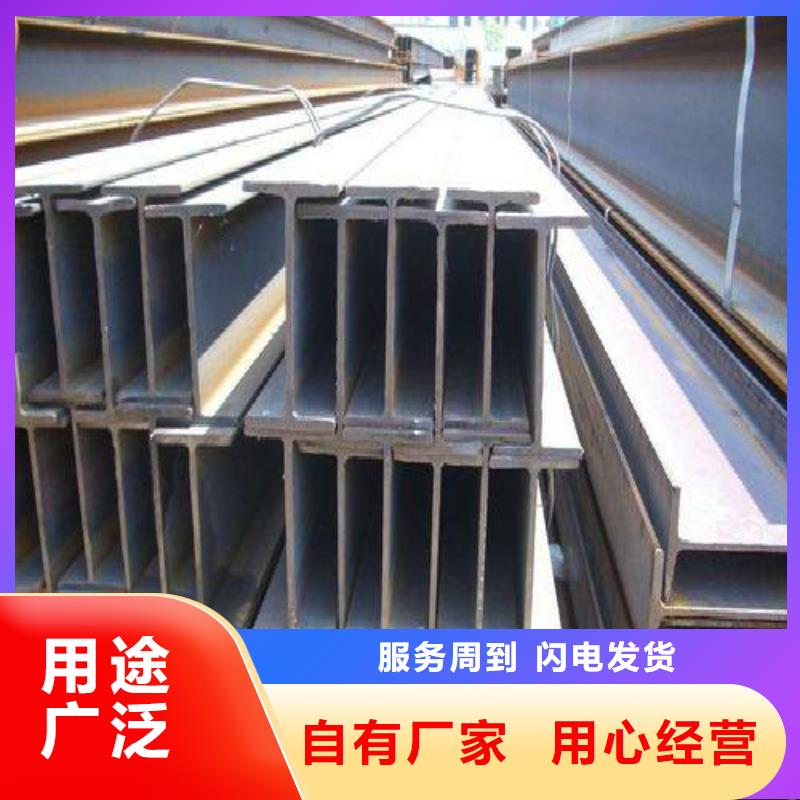
H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下,这样就需要在 机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品 轧机,又叫 精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状(图2d)。用 轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变 轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。 轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。 轧机轧制H型钢的 点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一 孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来极大的方便。

