



【全新视界!】注塑产品杀菌锅塑料隔板产品细节参数产品视频,带你领略产品新风尚!
以下是:注塑产品杀菌锅塑料隔板产品细节参数的图文介绍


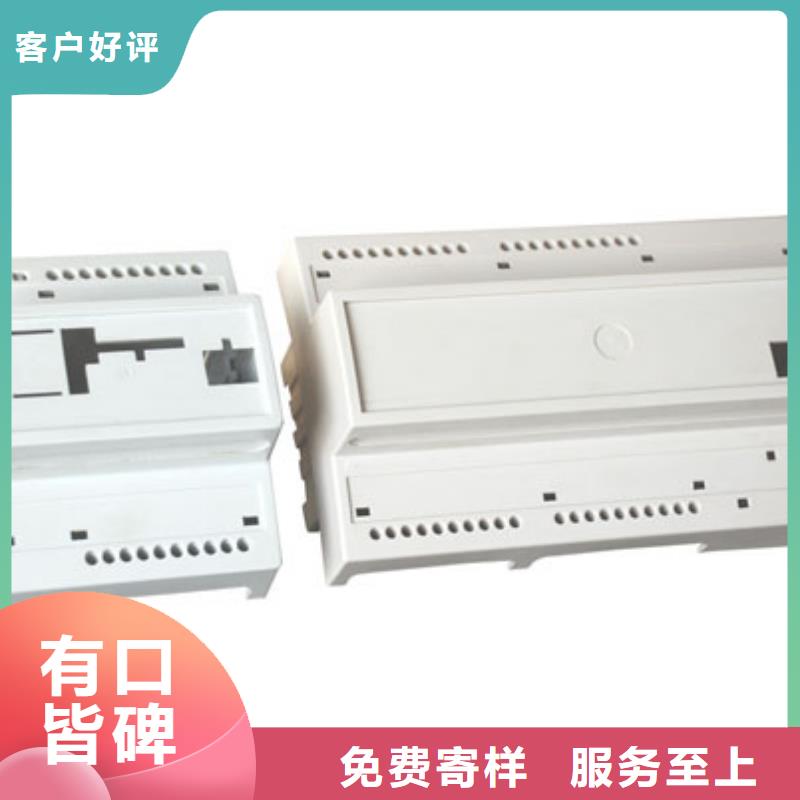
江苏常州注塑产品 消除制品熔结痕的方法10 制品产生熔结痕的原因: 1-1由于溶融材料的先头部分冷却固化在合流不造成条状的熔结痕。 1-2由于空气还有材料的挥发分被封闭 1-3型腔内残留有脱模剂。 相关联的知识:2-1 使用一个浇口,没有使材料从 2个方向合流的制品一般没有熔结痕,除此以外,如果想避免熔结痕只能改变浇口的位置使熔结痕发生在不显眼或看起来顺眼的位置。 2-2 模具上的销(在制品上的孔)一般都会发生熔结痕。 2-3因空气被封闭而产生熔结痕的现象非常多,所以必须使空气完全逸出。 2-4 也有用这种方法的:使产生熔结痕的地方发生在制品多余的薄片上,然后再把薄片切断 2-5 脱模剂过多而使熔融的材料的先头部分浮起送进型腔,肯定就会发生熔结痕 解决方法: 3-1 即时:提高射出速度,提高模具温度,提高料筒的温度,提高射出压力 3-2 短期的:增加气体逸出槽 3-3 长期的:改变浇口的位置。



企业文化是保持企业基业常青的根本。铭诺橡塑制品有限公司在推进企业发展的同时,适时地对企业文化进行了梳理,在继承和创新的基础上,提炼出以追求完美永创佳绩为核心价值观的企业文化。公司成功探索、创造了利用引进技术与自我发展相结合的模式,以不畏艰险的开拓精神、令人瞩目的发展成就,把完美刻进了企业的历史进程。随着 江苏常州硅胶密封条市场环境的变化,追求完美更是公司坚定的信念、前进的动力。



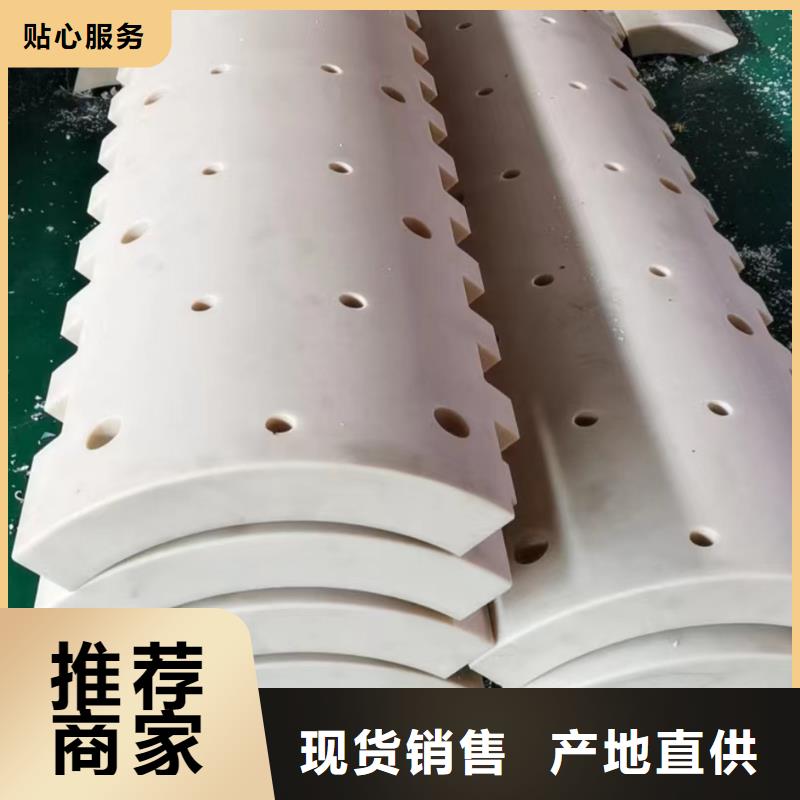
江苏常州注塑产品 解决的方法 3-1 即时:降低射出压力,降低加热料筒温度。降低射出速度 3-2 短期的:对模具发生飞边的面进行研磨 3-3 长期的:模具使用硬质钢的材料。 由于材料的差异 4-1 因流动性好的材料也就容易产生飞边,所以模具分型面要做得严密 4-2结晶性材料在熔融时因粘度很低。特别需要模具分型面的严密 参考事项 5-1 应注意,对模具加过大的压力也会产生飞边,分型面之间,夹人异物既损伤模具,又会产生飞边。 5-2模具材料通常使用 S50C 等材料(日本 JS 标准相当于国产 50钢)使用 HRC30 的预先硬化过的特殊钢,在分型面就很难产生飞边



江苏常州注塑产品 消除制品上痕迹的方法 制品产生痕迹的原因 1-1 模具型腔表面的痕迹 1一2 由于脱模斜度不足而产生的划痕 1-3制品搬运时的划痕 相关联的知识 2-1 当有必要擦洗,模具型腔表面时,应使用不含有水分,灰尘等的干净布,还有,当粘模时有必要使用金色的场合,只得使用柔软的黄铜片等 金属 2-2由于脱模斜度不足而产生的划痕多见,特别是有凹起模样时容易发生,这时脱模斜度要十分足够。2-3由于搬运时不小心而产生的痕迹也常见,制品成型后再加工时,这个工序搬往另一工序应进循轻拿轻放的原则, 制品同制品之间垫于满的塑料薄膜。因制品相互间摩擦而产生的划伤常 见 解决方法 下载高清 3-1 即时:制品使用的计划变化 3一2 短期:由于模具痕迹而产生的缺陷,把模具型腔磨光,增大脱模斜度 无水印 四。 由于材料的差异 4-1 不用说同材料的表面软硬有关,还有用眼睛是否容易清的问题《色,光洁,透明性)



